Master of Arts - 1936 Pontiac Master Six cabriolet
Part II: Perseverance pays off in the restoration of a rare 1936 Pontiac Master Six convertible
09/23/2018

When the five-year restoration of his 1936 Pontiac Master Six Convertible was completed, Bob Shafto sat down and wrote a thank-you note to each person who made a significant contribution. By the time he was finished, he must have had a good case of writer's cramp: His thank-you notes were addressed to dozens of specialists and hobbyists in 23 states and three foreign countries.
Among those many thank-yous was a particularly heartfelt one addressed to the Rossville, Georgia, mailbox of a gentleman named Hundley Acuff. Hundley is one of the unsung heroes of the hobby, an artist whose work was the finishing touch of Bob's restoration. Hundley's specialty is in making running boards, or, more accurately, molding and applying the synthetic rubber covering to the steel boards. That he came out of a 10-year retirement as a mold maker to help complete the restoration of the Master Six says as much about his approach to his craft as it does about Bob's persuasiveness in his dedication to the Pontiac's restoration. It's also a good example of the challenges that must be overcome in restoring such a seldom-seen car as Bob's, one of three restored 1936 Master Six convertibles that he knows to exist.
Bob had no way of foreseeing that the running boards would become the bête noire of his restoration project on that happy day in 2002 when the newly purchased convertible arrived at his home in Falmouth, Maine. In Part I of our story in last month's HCC #40, we told the story of how Bob arranged with the talented Ken Clark of Ken's Classics in Pittsfield, Maine, to divide up the work, with Bob doing what he refers to as the "grunt work" in Ken's shop, and Ken handling the more demanding tasks. This month, we'll follow the restoration through to its successful conclusion.
With the body refinished and the engine, gearbox and other mechanical components restored to as-new condition, it was time for Bob and Ken to turn their attention to the car's interior. Though the car had been given an amateur restoration at some point in the past, it had deteriorated, and there were many details that were incorrect--details that could not escape the critical eye of Bob, who has been steeped in 1936 Pontiacs since 1965, when he bought a Master coupe as his first car (he still has it).
Bob knew that, although the Master was at the bottom of Pontiac's pecking order in 1936, the convertibles were all fitted with Deluxe interiors, with deluxe fabrics and patterns, chrome escutcheons for the door handles and window cranks, and brown dashboard knobs in place of the Master's black knobs.
The seat bottom had been incorrectly rebuilt and was beyond salvage, but Bob had a spare seat bottom from a parts car. "Fortunately, the back was okay, because they're unique to the convertible," he said. A seat kit for the car was not available, but Hampton Coach of Amesbury, Massachusetts, was able to supply the correct tan Bedford Cord upholstery, which was made into seat covers and installed by Leo's Custom Upholstery of Auburn, Maine. Leo's also stitched the door panels, which were mounted to cardboard backings made by Ken.
The rumble seat was more of a puzzle; the car came with a handmade set of cushions that were clearly not what the factory would have made. Bob eventually made contact with the owner of a 1936 Buick who agreed to loan his seat springs to Schneider's Antique Auto of New Springfield, Ohio, so that an identical set could be produced for the Pontiac. They were upholstered in leatherette, also supplied by Hampton Coach.
The dashboard panels were sent out to Grain-It Technologies of Winter Haven, Florida, to have new woodgraining applied. "I was told they are the best in the country at what they do, and wasn't disappointed when I saw their work," Bob said. "They are fabulous." His research materials showed that the windshield garnish moldings were originally woodgrained as well, and so these were also sent to Grain-It.
Williamson's Instruments of Chester, Arkansas, lubricated the speedometer and reset the odometer, but the remainder of the gauges needed no attention. Ken refinished the dashboard itself in the original Beaver Brown, a shade similar to the car's Martini Brown paintwork.
Bob sourced a firewall insulation pad from QuietRide Solutions of Stockton, California. QuietRide did not have a pattern for the 1936 Pontiac, but was able to create one using measurements supplied by Bob. The floor for the rumble seat area was covered in ribbed vinyl sourced from Restoration Supply Company of Escondido, California. The passenger compartment received a new, correct reproduction floor mat as well, supplied by Bob's Automobilia of Atascadero, California.

The Master Six had arrived with no rollup side windows and no mechanisms in the doors. Bob had the correct mechanisms among the spare parts he had collected over the years, but before they could be installed, Ken had to redo the wooden framework inside the doors, using Bob's 1936 coupe for guidance. The car had come with a set of cast aluminum window frames, which proved to be unusable--unfortunately, not before Bob had had them milled to accept the vent windows. Ken fabricated a new pair from steel.
Bob had had new side and vent windows cut shortly after buying the car, but they, too, proved to be unuseable--and the company that made them refused to take them back. "That's one thing I learned: Don't go out and buy stuff ahead of time, unless it's original old stock. Don't have things made, don't have things cast," Bob said. "I bought a number of things that, as it turned out, I didn't need." For example, he had four sunvisor mounts cast, assuming they would be impossible to find, and then discovered the parts he needed on a junkyard car.
The reassembly of the rest of the car was a long, painstaking and, ultimately, satisfying process. "You can mess up a car easily in that process; you can slip and scratch paint," Bob said. "It's tempting to rush it, because you really want to see it done. But there's a sequence to it--you have to put A in before B, or you'll never get the headlamp switch in, for example." He worked away at reassembling the car at Ken's shop, patiently undoing and redoing his work when he found that he had taken steps out of order. "It was the best part of the work, seeing it all come back together," Bob said.

All back together but for one detail, that is. When he brought the car home, driving it the 90 miles from the shop to his house, it was still missing its running boards. Though Bob had sent them out to be restored in January 2005, and had put down a $1,000 deposit, here he was, 18 months later, still waiting for their return. The specialist--we're not going to identify him, other than to say he's no longer in business--provided nothing but an endless stream of excuses and empty promises over the months. For Bob, the last straw came when the specialist claimed he had finally finished the boards, but had dropped one, forcing him to start over.
A visit to the specialist's shop, more than 1,000 miles away, was out of the question, so Bob, exasperated, turned to a fellow Pontiac-Oakland Club International member who lived 20 miles from the shop in question. If you've ever wondered why you should join a club, you won't find a better answer than this. This "wonderful guy," someone Bob had called "out of the blue," went to the shop, found the landlord, persuaded him to open the doors, and retrieved Bob's running boards. His $1,000 deposit, though, was gone for good. "It's the only time in 40 years of owning 1936 Pontiacs that I've had any trouble," Bob said.
There's not even the benefit of hindsight; Bob had gotten excellent referrals, but what no one knew was that the shop had recently changed hands. The episode has had no effect on Bob's approach to the hobby, though. "I just can't go through life thinking people are dishonest. That just isn't any way to live," he said.
Bob had his running boards back, but he still needed to have them restored. Which brings us back to Hundley Acuff. Bob had known that Hundley was in the business, and had asked him about doing the Pontiac's boards, only to learn that Hundley did not have the right mold for the job. Now he found himself pleading with the craftsman to take on the challenge.
"He said, 'Well, you know, I haven't done a new mold in 10 years, and I'm retired,' " Bob recalled. "I thought he was getting ready to say no. Then he said, 'I'll do it, but I'll have to charge you $600 a board.' I had gotten ripped off for $1,000 a board." All Hundley asked was that Bob come up with seven other orders, a request he easily met though his friends in the Pontiac world.
Bob had two sets done, one for the convertible, and one for the coupe. The coupe's boards went on with no trouble, but the convertible's were more of a challenge, because the bodywork needed to be tweaked to get them to fit. He succeeded with the passenger-side board, but needed to bring the car back to Ken to have the other fitted. "In the end, it took a horizontal hydraulic jack to get it all lined up," he related. "Some things you don't want to know about."
Bob drives the convertible at least once a week, putting 2,500 miles on its fresh odometer. "The car's never been trailered since it's been done--I don't own a trailer," he said. "I'll drive it right up until the snow flies."
Although it cannot claim the same place in his heart as the coupe he's owned for more than 40 years, the convertible is a rewarding car. "I'm glad I did it, and I'm glad the car now is preserved. And I think I can say that it's the best example of its kind in the country."
PHOTO 1
New window frames were fabricated from steel, and fitted with new glass; the owner's 1936 Pontiac coupe was used as a model for the fitting of door mechanisms and wooden supports
PHOTO 2
The plywood floorboards that came with the car were attached using countersunk screws. Floorboard inserts were lined with felt to keep down noise and road dust
PHOTO 3
Brown leatherette, sourced from Hampton Coach, was used to construct the flaps covering the storage compartments behind the seats, and to line the well for the folding top
PHOTO 4
A reproduction generic GM rubber floor mat, correct for this car, was installed; note the firewall pad, just visible below the dashboard, and the woodgrain on the dashboard and windshield molding
PHOTO 5
Ribbed rubber matting was cut to fit the area behind the front seats, using a paper pattern as a guide; the same material was cut and pieced together for the floor of the rumble seat area
PHOTO 6
Using aerosol trim adhesive, the upholstered door panels were carefully glued to the cardboard door panels; door panels are not being reproduced, so these had to be custom made
PHOTO 7
The seats were reupholstered in Bedford Cord cloth, in the correct "button and suspenders" pattern; the deteriorated bottom seat frame was replaced with a similar piece from a parts car
PHOTO 8
The old rubber was removed from the running boards with a chisel and mallet. The boards were then cleaned up with a belt sander, sandblasted, and shipped to a specialist for refinishing
PHOTO 9
Some welding was needed to make the running boards useable. Sharp-eyed readers will notice that these are both for the passenger side; Bob had a pair refinished for his 1936 coupe, too
PHOTO 10
The synthetic rubber was bonded directly to the steel, in a mold made especially for the purpose. The underside was painted with Bill Hirsch Auto's tough Miracle Paint to prevent rust
PHOTO 11
Rubber had to be trimmed with a penknife to allow the running boards to fit properly; mounting holes were filled with rubber in the refinishing process and had to be drilled out
PHOTO 12
A bit of lumber helped to persuade the radiator shell, hood, cowl and front fenders to line up properly. "One of the things I learned is that it's not all finesse stuff," the owner said
Owner's View
"I guess what attracts me most to these cars is their classic Art Deco styling, especially on the coupes. 1936 was the apex of that styling era. To my eye, nearly all 1936 cars are very good looking.
"Owning them also gives me a connection to the now-departed adult men in my life. My father and uncles all came of age during the Depression, fought in World War II and owned or aspired to own cars like these when they were young. Just looking at them brings back lots of stories told around the dinner table, like my uncle's old '35 Ford roadster that had a beach umbrella for a top.
"And finally, I find them fun to drive. They are 'modern' enough to go down the road smoothly, are able to keep up with traffic, and handle and brake well enough to make driving them fun. We've taken them to shows several hundred miles away and, come retirement, we'll enjoy touring in them. I wouldn't hesitate to drive cross-county in either one, although I would be sure to bring my tools and spare parts! Parts are readily available and inexpensive, and the cars are easy to work on."
-- Bob Shafto

 The piston top plays a vital role in determining compression on any engine. Dished pistons will add to the combustion chamber volume while domed pistons are intended to reduce overall volume and increase compression. The ideal combustion space combination is a flat piston top with a small chamber to improve combustion efficiency.Photo: Courtesy of Mahle Motorsports
The piston top plays a vital role in determining compression on any engine. Dished pistons will add to the combustion chamber volume while domed pistons are intended to reduce overall volume and increase compression. The ideal combustion space combination is a flat piston top with a small chamber to improve combustion efficiency.Photo: Courtesy of Mahle Motorsports
Before we get into specifics, let’s first discuss how compression ratio is determined. In the old days before computers, engine builders had to run through the laborious task of determining the volume of each of the above variables. Bore and stroke for the cylinder is easy using the basic geometry of the volume of a cylinder which is the area of a circle (the bore) times the depth or length of the cylinder. The formula is from high school geometry: Pi x radius x radius x length. This is also the same formula you would use to calculate the volume of the piston above or below the deck as well as head gasket volume based on bore size and the thickness of the gasket.
The formula to compute the volume of the cylinder at the top of the stroke includes the piston top configuration (dish or dome), chamber size, head gasket thickness, and the distance the piston was either above or below the deck surface of the block. With regard to piston position, a piston that stopped its travel below the deck effectively adds this volume to the chamber size while a piston that travels above the deck would reduce that volume from the chamber.
 Even simple valve reliefs can affect compression. This standard four-eyebrow small-block Chevy replacement piston measures nearly 7cc’s worth of volume. Compare that to a pure flat-top, 6.0-liter Mahle piston with no reliefs. Of course, ensuring proper piston-to-valve clearance is important with either piston but the balance is always a compromise between adding compression yet avoiding bending valves when they hit the piston. Photo: Courtesy of Mahle Motorsports
Even simple valve reliefs can affect compression. This standard four-eyebrow small-block Chevy replacement piston measures nearly 7cc’s worth of volume. Compare that to a pure flat-top, 6.0-liter Mahle piston with no reliefs. Of course, ensuring proper piston-to-valve clearance is important with either piston but the balance is always a compromise between adding compression yet avoiding bending valves when they hit the piston. Photo: Courtesy of Mahle Motorsports
We won’t get into the long-hand version of calculating compression only because it is both tedious and unnecessary now with the advent of online compression ratio computer programs. But it is important to understand the relationships between the components so that you can make decisions more effectively.
To assist in this process, you may need to convert combustion chamber volume that is usually measured in cubic centimeters (cc’s) into cubic inches or the opposite of cubic inches into cubic centimeters. We’ve listed these conversions in a separate chart to make finding them easy. As an example, a 70cc chamber converted to cubic inches would be 4.27 cubic inches.
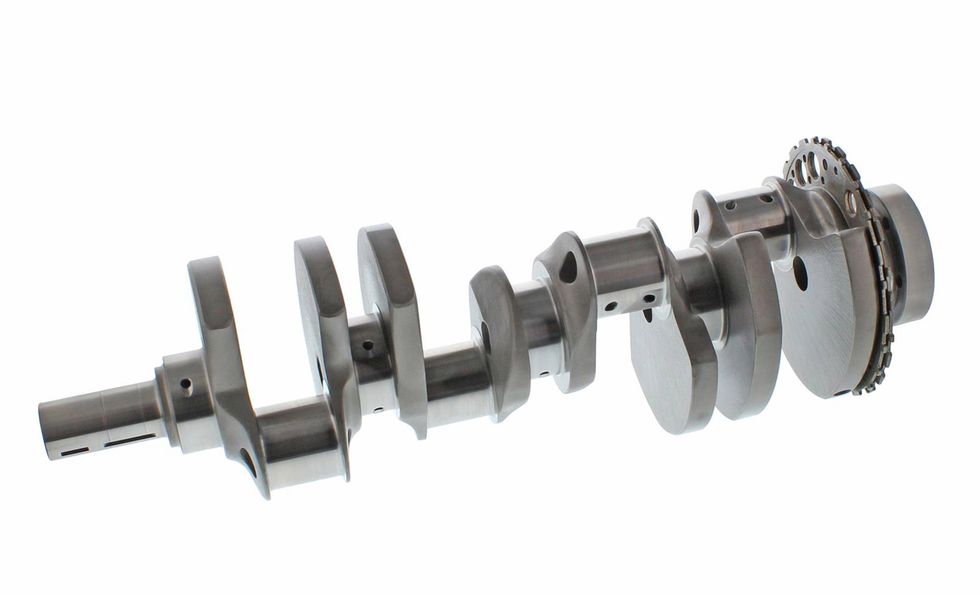 As mentioned in the story, crankshaft bore and stroke are significant contributors to compression or the lack of it. It is much easier to create compression with a longer stroke engine than one with a shorter stroke. This is a 4.00-inch stroke crank for an LS engine. Bolt this crank in with a 4.010-bore flat top piston with valve reliefs, a 70cc chamber and a near-zero deck and this will push compression up to over 10.6:1.Photo: Courtesy of Mahle Motorsports
As mentioned in the story, crankshaft bore and stroke are significant contributors to compression or the lack of it. It is much easier to create compression with a longer stroke engine than one with a shorter stroke. This is a 4.00-inch stroke crank for an LS engine. Bolt this crank in with a 4.010-bore flat top piston with valve reliefs, a 70cc chamber and a near-zero deck and this will push compression up to over 10.6:1.Photo: Courtesy of Mahle Motorsports
Let’s start with the most basic item of bore size. An aspect that is not generally known is that increasing the bore size will also increase compression. As an example, let’s start with a 6.0L LS engine with a 4.00-inch bore, a 3.62-inch stroke, a 70cc combustion chamber, a pure flat top piston that is 0.005-inch below the deck surface and is using a 0.053-inch-thick head gasket.
Using Summit’s free online compression ratio calculator, the program gives us a compression ratio of 10.1:1. Now, if we increase the bore diameter to 4.030-inch, this increases the static compression ratio to 10.22:1.Then, if we change to a block with a larger 4.155-inch bore, our original 10.1:1 jumps to a more impressive 10.7:1 ratio.
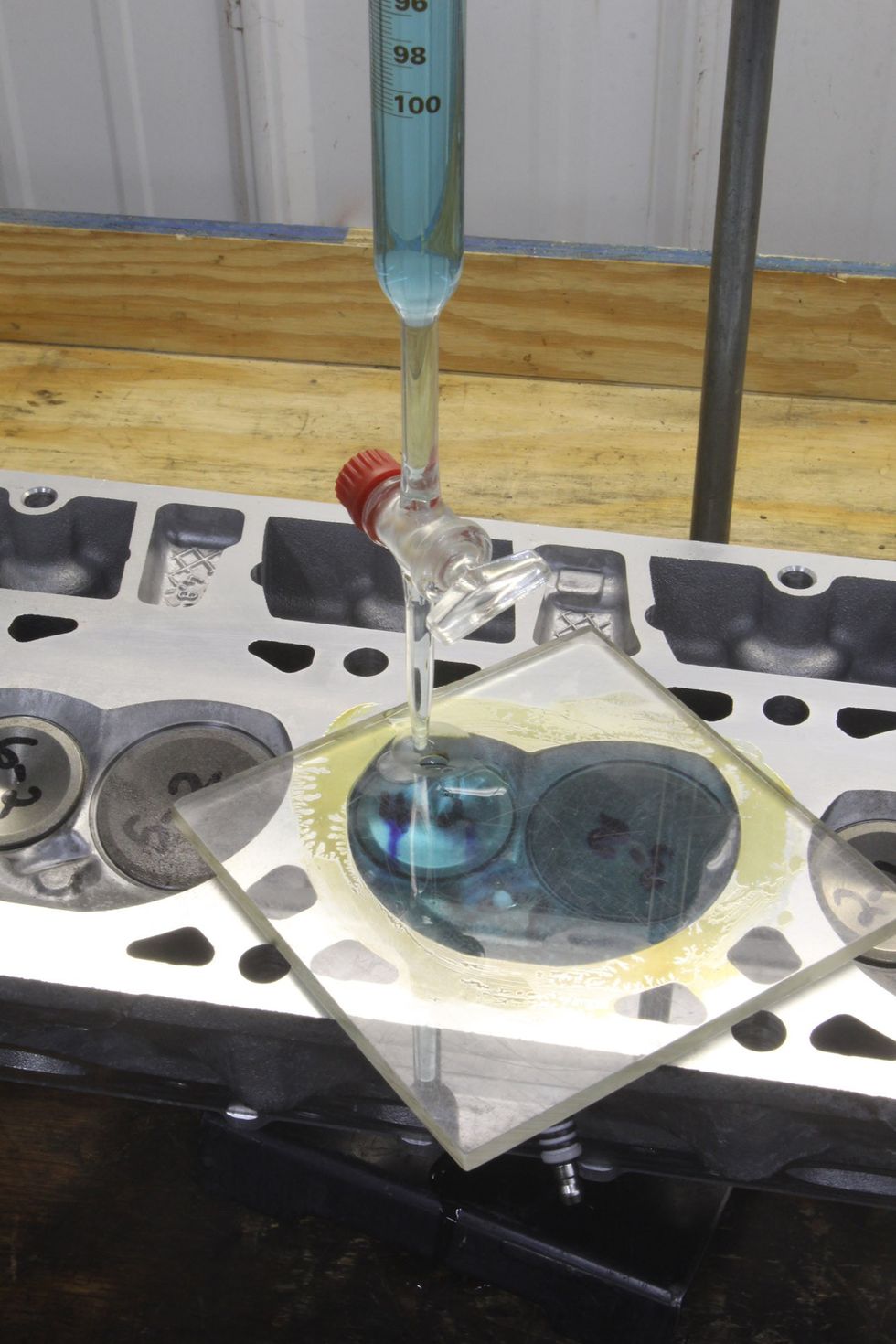 The best way to know the volume of any combustion chamber is to measure it with an affordable 100cc burette and a flat plexiglass plate. This is a simple procedure that produces very accurate results. Photo: Jeff Smith
The best way to know the volume of any combustion chamber is to measure it with an affordable 100cc burette and a flat plexiglass plate. This is a simple procedure that produces very accurate results. Photo: Jeff Smith
Stroke has a much more dramatic effect on compression because of the substantial increase in volume that it creates. Let’s take our original 4.00-inch bore and 3.62-inch stroke LS engine stroke at 10.1:1 and add a 4.00-inch stroker crank to the mix. The original displacement was 364ci but now with a longer stroke, the cubic inches expand to a more impressive 402ci. On top of the displacement, this 0.380-inch increase in stroke drastically affects the compression pushing the original 10.1:1 now to 11.06:1.
The inverse is also true where a short stroke engine will have difficulty in creating static compression and is affected by small changes in chamber volume, gasket thickness, and piston top configuration. For this example, we’re going to go way back in time to a small 283ci displacement small-block Chevy to illustrate this point.
 The position of the piston relative to the cylinder head deck is also critical. Most engine builders prefer to place the top of the piston at or near the deck surface, but you must also pay careful attention to piston-to-head clearance as well. A tight piston-to-head clearance for a typical wedge cylinder head engine might be 0.037-inch. Photo: Jeff Smith
The position of the piston relative to the cylinder head deck is also critical. Most engine builders prefer to place the top of the piston at or near the deck surface, but you must also pay careful attention to piston-to-head clearance as well. A tight piston-to-head clearance for a typical wedge cylinder head engine might be 0.037-inch. Photo: Jeff Smith
The stock bore and stroke on a 283 is a combination of a 3.875-inch bore and a 3.00-inch stroke. With a 58cc combustion chamber, a flat top piston with four small (for a total of 8cc) valve reliefs, a 0.020-inch below deck height and a steel shim head gasket that is only 0.015-inch thick, the compression ratio for this engine comes out to 8.96:1. But often hot rodders will bolt a 64cc head on a 283 with bigger valves to try to make more power. What they don’t realize is that with a very short 3.00-inch stroke crank, a small chamber increase in size of 6cc has a big effect on compression. This change to a 64cc head will skewer the original compression ratio of 8.96:1 to 8.35:1 or a loss of over half a ratio!
But changes in chamber volume on a 4-inch stroke engine can be more dramatic even when the percentage of volume change is less than the smaller displacement engine. A change of 6cc in chamber volume on a 4-inch stroke, 4-inch bore engine while keeping all the other variables the same is worth a change of nearly three-quarters of a full point.
 Another important variable is the compressed thickness of the head gasket. Many stock LS style MLS head gaskets can measure 0.053-inch and more. If you use one of these gaskets with a piston 0.020-inch below the deck surface, the compression ratio will suffer horribly so it’s always best to check before ordering gaskets.Photo: Jeff Smith
Another important variable is the compressed thickness of the head gasket. Many stock LS style MLS head gaskets can measure 0.053-inch and more. If you use one of these gaskets with a piston 0.020-inch below the deck surface, the compression ratio will suffer horribly so it’s always best to check before ordering gaskets.Photo: Jeff Smith
The numbers don’t lie. With a 4.010-inch bore, a 4.00 inch stroke, 70cc chamber, 0.051 gasket, a pure flat top piston, and a piston 0.005-inch below the deck computes out to 11.15:1, but add 6cc with a larger chamber and the compression drops to 10.45:1 or a drop of 0.70:1 in the ratio. These examples offer clues as to how easy it is to generate compression by simple changes.
Even the smallest details can offer advantages if you pay attention to their effects. As an example, piston design is a place where the smart engine builder can take advantage of his choice of piston top configurations. Most engine builders will agree that a small combustion chamber and a flat top piston with small valve reliefs are among the best ways to not only increase compression but also optimize combustion efficiency.
 If you are working on an engine with unknown components, you can position the piston a known distance down from the deck and use a 100cc burette to measure the volume of that cylinder. Then compute the volume of a theoretical cylinder with no valve reliefs, dish, or dome. Comparing the theoretical volume with the measured one will produce an accurate description of the piston in question. In this particular case, we established an accurate measurement of the effective dome volume of this piston.Photo: Jeff Smith
If you are working on an engine with unknown components, you can position the piston a known distance down from the deck and use a 100cc burette to measure the volume of that cylinder. Then compute the volume of a theoretical cylinder with no valve reliefs, dish, or dome. Comparing the theoretical volume with the measured one will produce an accurate description of the piston in question. In this particular case, we established an accurate measurement of the effective dome volume of this piston.Photo: Jeff Smith
The GM LS family of engines is a classic example. Even the original LQ4 6.0 liter LS truck engine from the early 2000’s offered a 7cc dished piston combined with an intermediate sized 71cc combustion chamber to create a 9.5:1 compression ratio to run on 87 octane. A simple trick to enhance power is to add a pair of 5.3L LM4/LM7 heads with smaller 61cc chambers to bump the compression and gain some near free horsepower and torque.
Our calculations reveal a 61cc chamber will push the compression a full point from 9.3:1 to 10.3:1. Even though the 5.3L heads employ smaller intake valves, the increase in compression more than compensates and overall drivability is improved with more torque and horsepower.
Besides the large component options like pistons and combustion chambers, it’s best not to overlook the smaller yet significant details like head gasket thickness and piston deck height. For most engine builders, these two measurements are linked to help establish piston-to-head clearance.
We won’t get into too many details because the options are near limitless. But generally speaking a piston-to-head clearance for a street engine should be established around 0.040-inch or slightly tighter. This is important because sufficient clearance is necessary to prevent piston rock from angling the piston and hitting the combustion chamber.
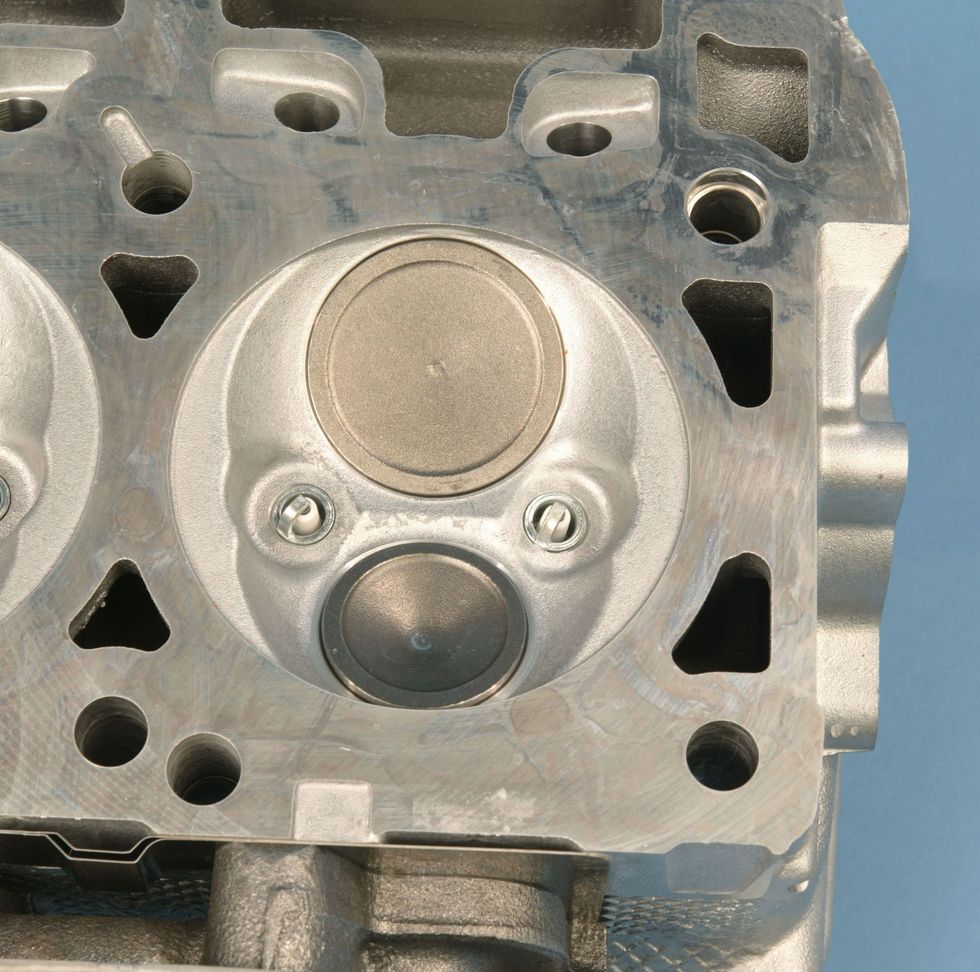 The modern Gen III hemi head is a hemispherical head in name only. Note that the chamber ends on opposite sides with flat or quench areas. These quench areas help with mixture motion as the piston nears top dead center (TDC) and improves combustion efficiency. Note that all Gen III Hemi engines use two spark plugs per cylinder to compensate for the long distance the flame front would otherwise travel to complete the combustion process. Both plugs fire at the same time and thus help improve both power and fuel mileage. A single spark plug in a Gen III Hemi would require a significantly increased ignition timing to approach the power made by using two plugs per cylinder. Photo: Jeff Smith
The modern Gen III hemi head is a hemispherical head in name only. Note that the chamber ends on opposite sides with flat or quench areas. These quench areas help with mixture motion as the piston nears top dead center (TDC) and improves combustion efficiency. Note that all Gen III Hemi engines use two spark plugs per cylinder to compensate for the long distance the flame front would otherwise travel to complete the combustion process. Both plugs fire at the same time and thus help improve both power and fuel mileage. A single spark plug in a Gen III Hemi would require a significantly increased ignition timing to approach the power made by using two plugs per cylinder. Photo: Jeff Smith
For wedge combustion chamber engines, this also establishes a tight quench area which is defined as the area between the flat areas of the chamber and the piston. As the piston arrives at TDC the tight clearance between the head and piston pushes (or squishes) the air and fuel into the chamber. This creates turbulence in the chamber and helps to stir the air and fuel into a more homogenous mixture that will combust more efficiently.
This means if you have an engine like an older small-block Chevy where the piston is buried deep in the cylinder to perhaps 0.025-inch, a thinner head gasket can be used to maintain the piston-to-head clearance at around 0.040-inch or less. One example of this would be the coated thin steel head gasket from Fel-Pro that measures only 0.015-inch (PN 1094) for a 350ci small-block Chevy. This will improve compression compared to a much thicker composition head gasket.
We’ve covered quite a bit of ground regarding compression ratio in hopes of offering some solutions or opportunities that you can take advantage of when building your next engine. It’s often the little details that can make all the difference.
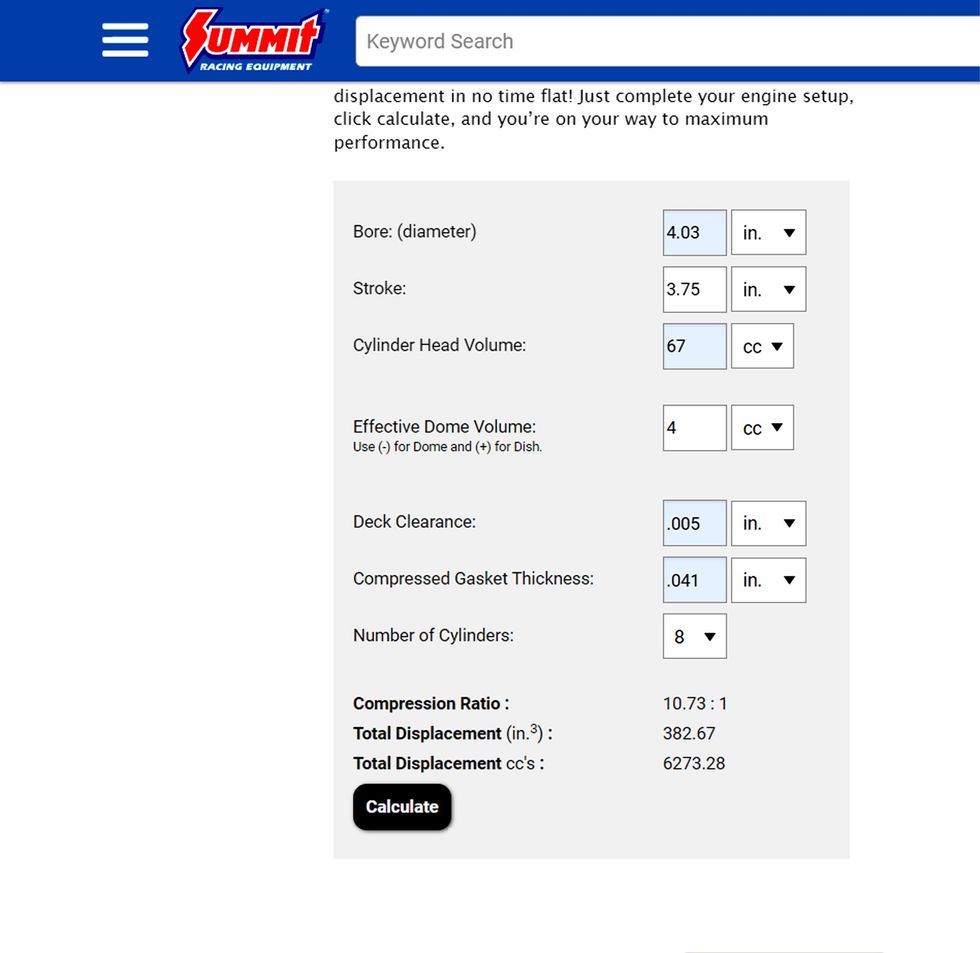
There are several free, online compression ratio programs to choose from. This one is from Summit Racing that you can find by searching Summit compression ratio program. These programs allow you to experiment with different chamber, gasket, and piston volumes to come up with the best overall compression ratio for your engine.
Photo: Courtesy of Summit Racing

Some of the hottest muscle cars of the era, like this 427-powered COPO Camaro, had compression ratios of 11:1 or even greater.
Photo: Tommy Lee Byrd
Many muscle car engines from the late 1960s and early 1970s benefitted from compression ratios that were as high as 11:1. With today’s watered-down 91 and occasional 93 octane premium fuel, this often isn’t sufficient to prevent those older engines from detonating. Sure, you can mix in a little octane booster or race gas, but that’s expensive.
With today’s fuel, most sources will suggest no more than 9.0:1 for a compression ratio with iron heads. Our experience indicates you can run closer to 10:1 if the piston-to-head clearance is tight and the heads offer a decent, more modern chamber – like the newer LS engines, for example. Older engines with poor chambers tend to rattle with more than 10:1 to 10.5:1. Camshaft timing also has an effect on performance with bigger cams demanding more static compression compared to a street engine with milder cam timing. These engines are run more favorably with less compression. Of course, the more compression, the more power the engine will make with better efficiency so it’s a critical point.
It’s also possible to slow down the ignition curve and reduce timing, but these tend to make the engine run sluggish and unresponsive, which is not fun to drive. While you could rebuild the engine with a lower compression ratio with different pistons or cylinder heads, there are other alternatives.
Let’s take an example and show how we could reduce the static compression ratio on an original 350-cu.in. LT1 small-block Chevy without changing pistons or using different cylinder heads with larger combustion chambers.

This is a pocket ported 5.3-liter cylinder head from our friends at West Coast Racing Cylinder Heads. Bolting on this smaller 61cc chamber head on a 6.0-liter engine is worth more than one full point in compression. The rule of thumb is one full point of compression is worth roughly 4 percent power, which on a 500 horsepower engine would be worth an additional 20 hp!
Photo: Jeff Smith
We simulated a 1970 LT1 using Summit Racing’s online compression ratio program. We came up with a 4.00-inch bore, 3.48-inch stroke, a 64cc chamber and a piston with a roughly 2cc dome (it’s really bigger but once the valve reliefs are subtracted from the dome volume, the net volume change is roughly 2 cc’s), with the piston 0.025-inch below the deck running a 0.020-inch head gasket. This combination creates a compression ratio of 11.2:1. Often back in those days the compression ratio was often lower than the specs due to production tolerances, but we’ll use these numbers.
One way to reduce compression would be to add a thicker, composition style head gasket. For example, merely replacing the stock shim gasket with a Fel-Pro 0.041-inch composition version will drop the static compression ratio down from 11.2:1 to 10.58:1. This will help but there are repercussions with this approach. This move changes the piston-to-head clearance from roughly 0.045-inch to a much wider 0.066-inch. This reduces the quench effect and might create a situation where this makes the engine more detonation sensitive. This is something to consider before choosing this approach.
A more time-consuming idea would be to increase the combustion chamber volume through grinding the iron chambers. With the addition of 4 cc’s to the chamber volume with the same thin had gasket, it’s possible to cut the compression to 10.64:1. This approach will require some knowledge and skill with a grinder, but it is possible. Of course, using a 68cc aftermarket head will be much better as these more modern heads offer far better chamber designs that can enhance power while often not requiring as much ignition timing.
It’s also possible to add dished intake and exhaust valves that will add one or two cc’s worth of volume with a recessed valve face that might add a slight amount of volume to the chamber. This also reduces the valve weight, which is another positive approach.
These are a few of the better ideas for altering compression for earlier high compression engines. If you have a late ‘70s engine, it will have the exact opposite issue of desperately needing compression with a boost of more than one full point just to get the engine back up somewhere close to 9:1. The best bet with these engines is to just swap to smaller chamber heads. Going from a 76cc chamber to 64cc chamber will pump the compression a full point on a typical 350-cu.in. small-block Chevy.

For car enthusiasts who weren’t around in 1975, you might hear a variation of “look around, what is happening in today’s world is what happened back then.” There is a vein of truth to that. Just a few years ago, buying a car with over 700 horsepower and a warranty that was brightly colored and sounded like the devil’s personal limousine was only a matter of having enough money to cover the purchasing cost. Two-door, four-door, station wagon, sports car, all available. But sooner or later, the party ends and now we have companies trying to foist electric vehicles and small crossovers that they promise will excite in the same way. The sad truth is, they won’t. Something is lost. The “x-factor”.

When the original era of muscle cars ended in the first half of the 1970s, it was the same scene. The only difference was that instead of technologically loaded vehicles, luxury was the by-word. Since you couldn’t feel the grunt of torque like you used to, you might as well feel sumptuous seats, leather-covered surfaces, and a ride that was numb to the road. Surprisingly, this sold well. Chevrolet took inspiration from Pontiac’s Grand Prix for their Monte Carlo and pretty much everyone followed suit. As the pony cars died off one-by-one, they were replaced with a new style: the personal luxury car. Those nameplates that remained evolved into softer, plusher and larger versions of themselves.

The Dodge Charger was no exception. While there were signs of luxury creeping in after the 1971 B-body debuted, the overall shape of the car still meant business, especially on NASCAR circuits where Richard Petty continued his reign as the king. But for 1975, Chrysler Corporation had a problem: they could either chase the Monte Carlo’s path to personal luxury sales, or they could carry over the 1974 body and satisfy enthusiasts but miss the potential sales. Using the new body but designing a unique look for it was out of the question due to Chrysler’s financial issues and the additional manufacturing challenges that would be faced.
 A 1977 Chrysler Cordoba, for comparison.Photo: Hemmings Archives
A 1977 Chrysler Cordoba, for comparison.Photo: Hemmings Archives
Dodge chose to use the new body that would be shared with the Chrysler Cordoba, and while the Cordoba proved to be a hit right out of the gate, that success didn’t carry over to the Charger. The Cordoba outsold the Charger almost five-to-one between 1975 and 1978, and according to Burton Bouwkamp, the Chrysler Corporation engineer who oversaw the Charger project (among many others), appearance alone was to blame. As he told Allpar in 2004, “In 1974, at a consumer research study to learn how to merchandize the 1975 style, a Charger owner said to me, ‘I see the nameplate on the car, but that is not a Charger!’”
Then there was the insult to injury: Richard Petty never ran the 1975 Charger in NASCAR. It is a documented fact that he loved the 1971-74 Charger body. In his eyes, the shape was perfect for whatever kind of racing he was taking part in. Compared, the 1975 Charger was a barn door that had aerodynamic issues stemming from the rear window being too upright and the decklid being too short. Instead, he utilized the 1974 body until it aged out, at which point he gave the 1978 Dodge Magnum a shot. Let’s just say that Petty didn’t like that car much.

What does one do with a car that doesn’t have racing credentials, that didn’t share the mythical status its nameplate implied, wasn’t as luxurious as its platform mate, and is largely shunned by enthusiasts? The sky is the limit, as this 1975 Dodge Charger Daytona we found on Hemmings Marketplace shows. Painted in two-tone Lucerne Blue Metallic over Silver Cloud Metallic, this Pro Street-inspired Charger features what many don’t see in this era: class, performance, and showmanship. While the Daytona package’s two-tone wasn’t sold exactly like this, eliminating the pinstripe between the colors and moving the “Charger Daytona” callout completely onto the doors cleans up quite a bit of the look. Removing the bumperettes and painting the bumpers and grille surround contributes to the cleaner appearance as well, while the A-body dual-snorkel hood scoop brings a little bit of muscle car flair back.

Under that scoop lies 505 cubic inches of Chrysler RB big-block that has replaced the original 2-barrel 360-cu.in. small-block that originally occupied the engine bay. The modified 727 TorqueFlite sends 657 horsepower and a boatload of torque out to the narrowed 9-inch rear axle with 4.11 gears. Stopping the big B-body is a combination of factory discs up front and Wilwood discs in the rear.

The interior is best described as a custom take on Dodge’s idea of luxury for 1975. The high-back bucket seats, center console, door panels, dash and console all remain, but the faux-woodgrain items have been swapped for aluminum plate, the courtesy lights have custom covers, and the gauges are aftermarket Auto Meter units. There is no ignoring the wheel tubs, the sound system, or the roll cage, but they all continue the blue theme of the interior. Even the trunk, which houses a 20-gallon fuel cell and the battery, is carpeted.

Yes, the Charger crossed over to the dark side in 1975. But there is a silver lining: there is nothing stopping anyone from improving one of these mid-1970s machines. Styling will always be subjective and there is no way anyone could compare it to the 1968-1974 Charger at all. But a comfortable interior, a big-block and a traffic-stopping appearance can make up for a lot of ills.



