
Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry



Postharvest Research Laboratory, Department of Botany and Plant Biotechnology, University of Johannesburg, Auckland Park, P.O. Box 524, Johannesburg 2006, South Africa
*
Author to whom correspondence should be addressed.
Processes 2022, 10(5), 1038; https://doi.org/10.3390/pr10051038
Submission received: 23 April 2022
/
Revised: 18 May 2022
/
Accepted: 19 May 2022
/
Published: 23 May 2022
(This article belongs to the Section Food Process Engineering)
Abstract
:Raspberry juice obtained from fresh raspberry fruits was encapsulated separately using gum Arabic (GA), maltodextrin (MT), and waxy starch (WS) (1:10, w/v) and freeze-dried to develop raspberry juice powders (RBJP). The powders were characterised based on their physicochemical and phytochemical composition and their rheological and antioxidative properties, which significantly varied among the carriers. GA- and MT-encapsulated RBJP exhibited a better colour, higher yield, oil holding capacity, total anthocyanin content, and antioxidant properties. WS-encapsulated powder showed a better water holding capacity and total phenolic content; however, the powder was characterised by low solubility, total soluble solids, and redness. Hygroscopicity and titratable acidity did not significantly (p > 0.05) vary among the powders. Cyanidin diglucoside, the main anthocyanin compound identified in the RBJP, was significantly higher in MT (2549.89 µg/g) compared to GA (1935.45 µg/g) and WS (1458.81 µg/g). The RBJP produced using MT and GA showed irregular-shaped and non-spherical particles, which were less agglomerated and relatively larger, while the WS powder exhibited more uniform, spherical particles, which agglomerated together. An X-ray diffraction analysis showed that GA and MT powders had an amorphous structure with minimum crystallinity, while RBJP from WS was crystalline. It can be concluded that GA and MT produced RBJP with quality attributes relevant to the food industry.
1. Introduction
Huge food losses continue to occur throughout the supply chain, with an estimated annual global loss of 1.3 billion tons [1]. Postharvest food losses of fruits and vegetables (20–40%) are one of the main contributors to global food losses. In addition to the investment lost, valuable bioactive phytochemicals are also lost, despite the ongoing global drive to consume healthy and nutritious foods [2]. Raspberry fruit, regarded as a superfruit, is seasonal and highly perishable (2–5 days shelf life). Despite the cold chain management of the raspberry fruit, its shelf life remains limited, and the berry industry suffers huge postharvest losses [3]. The leading causes of postharvest losses in raspberries are pathogens, softening, and over-ripening [4].
To minimize postharvest losses and ensure its availability during off season, raspberry fruit is processed into more shelf-stable products such as juice and jam. Raspberries are a good source of bioactive phytochemicals such as anthocyanins (cyanidin 3-glucoside, cyanidin 3-sambubioside and cyanidin 3-rutinoside) and phenolic compounds (flavonoids, ellagic and its glycoside derivatives, tannins, and phenolic acids) [3]. The phenolic and anthocyanin contents in raspberries have been implicated in several health benefits, including anti-inflammation, antimicrobial properties, and the prevention of heart diseases [2]. However, anthocyanins and polyphenols degrade under various unfavourable conditions during food processing and storage, including the presence of oxidative enzymes, high temperature, pH, moisture, light, and oxygen [3]. Encapsulation is a novel and alternative process that can enhance the stability of these susceptible compounds (anthocyanins and polyphenols) and protect them from adverse environmental conditions. These valuable, sensitive, and desired components are entrapped within the coating material [5].
The encapsulation of juices and fruit extracts is often performed using hydrocolloids, carbohydrates, cellulose, proteins, and lipids-based carrier agents [6,7,8]. Nevertheless, these carrier agents possess different properties. Gum Arabic (GA), which consists of glycoproteins and polysaccharides, comprises functional colloids that make it a good encapsulating carrier [9]. Maltodextrin (MT) is a white, highly branched polysaccharide and water soluble powder that encapsulates foods with a high sugar content. The carrier agent also reduces powder stickiness during drying [10]. On the other hand, waxy starch (WS), a polysaccharide entirely composed of amylopectin, is crucial in stabilizing flavours in the encapsulated product [9]. Given their diverse characteristics, these carrier agents (GA, MT, and WS) have varied effects on the quality attributes of the developed powders [11]. For instance, Sarabandi et al. [12] reported varied effects of GA and MT on yield (34–52%), moisture content (3.57–4.11%), solubility (94.31–98.27%), hygroscopicity (14.91–18.98%), bulk density (0.523–0.581 g/mL), total phenolic content (4.58–5.03 mg GAE/g), and Trolox equivalent antioxidant power (2.35–2.45 mM) from spray dried (140 °C) eggplant peel extract powders. Various techniques have been developed to encapsulate food materials and innovate products in the food industry. Spray drying and freeze-drying are the most common techniques for developing encapsulated powder products such as sea buckthorn juice powder [8]. In comparison to spray drying, freeze-drying is preferred by food processors and consumers due to its ability to preserve heat-sensitive phytochemicals, nutrients, and volatile compounds [13]. Moreover, it preserves the physical properties of food, such as shape, appearance, colour, and texture [14]. Previous studies investigated the encapsulation of anthocyanin-containing extracts by freeze drying [15]. The production of RBJP may promote the consumption of raspberries, prolong the shelf life and lower transportation and storage costs. In addition, the transformation of raspberry juice to powder by encapsulating raspberry juice will provide flexibility for unique formulas and applications in new markets, such as bread items, confectionery, sauces, ice cream, dairy, and as nutritious and functional snacks. [16].
Therefore, the study described herein aimed to encapsulate red raspberry juice by freeze-drying using GA, WS, and MT as carrier agents. Furthermore, the physical, chemical, and techno-functional characteristics and antioxidant properties of the RBJP were evaluated to provide valuable information and identify the most suitable encapsulating agent in terms of potential applications in the food industry.
2. Materials and Methods
2.1. Plant Material and Juice Preparation
Red raspberries (Rubus idaeus sp.) were harvested from a farm in Gauteng province and immediately taken to the University of Johannesburg’s Postharvest and Agroprocessing Research Laboratory. The fruit were juiced and centrifuged (Thermo Fisher Scientific, Biofuge, Stratos, Horsham, Sussex, UK) at 8385× g for 20 min and the supernatant was collected for further analyses.
2.2. Encapsulation and Freeze-Drying
In triplicate, raspberry juice (RBJ) (150 mL) was heated to 50 °C and 15 g of each carrier agent (GA, MT and WS) was separately added to the juice samples. The mixture was subjected to continuous stirring at 50 °C using a magnetic stirrer followed by vigorous mixing using a homogenizer coupled with a 20 mm stainless steel probe (Stuart SHM2, Staffordshire, UK) for 2 min. The homogenised samples were frozen (−20 °C for 24 h) before they were freeze-dried (Buchi Lyovapor L-200 Freeze Dryer, Postfach, CH– 9230 Flawil, Switzerland) at −60 °C and 0.03 mbar for 72 h. The freeze-dried materials were finely pulverized, packed in airtight jars and stored at room temperature (20–22 °C) in the dark. The RBJP yield was calculated as grams per hundred grams of fresh raspberry juice (g/100 g juice) and reported as a percentage (%).
2.3. Physicochemical Properties Analysis of RBJP
2.3.1. Moisture Content and Colour
The RBJP moisture content (MC) was analysed using a moisture analyzer (KERN DBS 60-3, Berlin, Germany). Colour attributes, including lightness (L*), redness (a*) and yellowness (b*) were measured using a calibrated chromometer (CR-10 plus, Konica Minolta, Osaka, Japan). The hue angle (h°), chroma (C*) and total colour differences (TCD) were calculated using Equations (1)–(3), respectively. RBJ was used as the control.
h° = tan−1 b*/a*
2.3.2. Total Soluble Solids, Titratable Acidity, and pH
In triplicate, RBJP (5 g) was dissolved in 50 mL of distilled water and the mixture was centrifuged (Thermo Fisher Scientific, Biofuge, Stratos, UK) at 8385× g for 25 min to obtain the supernatant. A digital hand refractometer (PT-32, ATAGO, Tokyo, Japan) was used to measure total soluble solids (TSS) and the results were reported as ºBrix. Total acidity (TA) was measured by titrating the supernatant to pH 8.2 using a titrator (Orion Star T910 Thermo Fisher Scientific, Horsham, Sussex, UK) and the final results were reported as citric acid (%). pH was measured using a pH meter (Insmark LS128 model, Mumbai, India).
2.4. Technofunctional Properties Analysis of RBJP
2.4.1. Hygroscopicityand Bulk Density
Hygroscopicity was measured according to the method of Serabandi et al. [12] with slight modifications. Briefly, RBJP (2 g) was placed in a desiccator containing a sodium chloride saturated solution (75% RH). After 24 h, the samples were weighed and their hygroscopicity was expressed as a gram of absorbed moisture per 100 g of dry solids. For bulk density determination, RBJP (5 g) was loaded into a 100 mL cylinder and the cylinder was dropped 10 times into a polystyrene container from a height of 15 cm. The bulk density was calculated by dividing the mass by the volume of the powder [17].
2.4.2. Solubility, Oil, and Water Holding Capacity
Solubility of the RBJP was determined according to the method described by Cano-Chauca et al. [18]. In brief, 1 g of the powder was mixed with 50 mL distilled water, vortexed for 30 s and then centrifuged (Thermo Fisher Scientific, Biofuge, Stratos, UK) at 755× g for 5 min. An aliquot of 25 mL of the supernatant was then dried at 105 °C for 5 h. The solubility was calculated as the percentage of dried supernatant in relation to the amount of RBJP originally used. The oil and water holding capacities were determined by adding RBJP (5 g) to 25 mL of distilled water or sunflower oil. The samples were then vortexed for 30 s before they were centrifuged at 1342× g, 25 °C for 20 min. The residue obtained was weighed. The water holding capacity (WHC) or oil holding capacity (OHC) were calculated as a grams of water/oil per gram of RBJP (Equation (4)).
2.5. Phytochemical Composition, Recovery, and Antioxidant Activities Analysis of RBJP
2.5.1. Total Phenolic Content and Total Monomeric Anthocyanin
The total phenolic content (TPC) was measured according to the methods of Mangangana et al. [19] and Fawole et al. [20]. The RBJ and RBJP extract (50 µL), 50% methanol (450 µL) and Folin–Ciocalteu (500 µL) were mixed in a cuvette and incubated at room temperature in the dark for 10 min, after which 2.5 mL of 2% sodium carbonate solution was added followed by a further 40 min incubation. The absorbance readings were measured Using a UV Visible Spectrophotometer (SP-UV 300, Shanghai, China) at 725 nm. Gallic acid standard curve was used (0.01–20 µg/mL; R2 = 0.9825) and TPC was expressed as milligrams of gallic acid per 100 mL RBJ or 100 g RBJP (mg GAE/100 mL RBJ or 100 g RBJP).
The method described by Wrolstad [21] was used to determine the total monomeric anthocyanin content (TMA). Two buffers were prepared, one at pH 1 (potassium chloride) and the other at pH 4.5 (sodium acetate) and then mixed with the RBJ or RBJP extracts separately. The absorbances (A) were measured at two wavelengths (520 and 700 nm) for each buffer using a UV Visible Spectrophotometer (SP-UV 300, Shanghai, China). TMA was calculated using Equations (5) and (6), and the final results were expressed as milligram cyanidin-3-glucoside equivalent per 100 mL RBJ or 100 g RBJP (mg C3gE/100 mL RBJ or 100 g RBJP).
where A = absorbance, A1 = absorbance at 510 nm, A2 = absorbance at 700 nm, ε = extinction coefficient for cyanidin 3-glucoside (26,900), MW = anthocyanin molecular weight (449.2), DF = dilution factor, and L = cell path length (1 cm).
2.5.2. Recovery of Total Phenolic Content and Total Monomeric Anthocyanin
The recovery of TPC and TMA was calculated using the formula:
2.5.3. Radical Scavenging Activity and Ferric Reducing Antioxidant Power
The radical scavenging activity (RSA) of the RBJP was measured using the 2.2-diphenyl-1-picryl hydrazyl (DPPH) assay, according to Fawole et al. [20]. Triplicate samples of RBJP extract (15 µL) were mixed with 100% methanol (735 µL) and DPPH solution (750 µL). The samples were incubated in darkness for 30 min at room temperature. The absorbances were then measured at 517 nm using a UV Visible Spectrophotometer (SP-UV 300, Shanghai, China). The RSA (%) was calculated according to Equation (8).
where A = absorbance of RBJP extracts, and Blank = absorbance of DPPH solution.
The ferric reducing antioxidant power (FRAP) of the RBJP samples was measured according to the method of Fawole et al. [20]. Briefly, 150 µL of RBJP extract was mixed with 2850 µL of the FRAP reagent (25 mL sodium acetate buffer, 2.5 mL 2,4,6-tri [2-pyridyl]-s-triazine, and 2.5 mL ferric chloride). The solutions were incubated in the dark for 30 min before the absorbances were measured at 593 nm using a UV Visible Spectrophotometer (SP-UV 300, Shanghai, China). Trolox was used as the standard curve (0–2.0 mM; R2 = 0.999), and the results were reported as mM Trolox equivalents per gram of dry matter (mM TE/g dry matter (DM)).
2.6. Liquid Chromatography-Mass Spectrometry for Individual Anthocyanins
RBJP (1 g) was accurately weighed into a 50 mL screw-capped centrifuge tube, followed by the addition of 50% methanol/1% formic acid (10 mL), vortexing (1 min) and ultrasonication (Separation Scientific, Cape Town, South Africa) for 1 h. An aliquot of 2 mL was then withdrawn and centrifuged at 16,435× g for 5 min before the supernatant was transferred into a 1500 µL glass vial for analysis. The profiling of RBJP individual anthocyanins using liquid chromatography-mass spectrometry (LC-MS) was performed according to the method described by Alberts et al. [22]. A Waters Acquity UPLC system (Waters Corporation, Milford, MA, USA) coupled to a binary pump, vacuum degasser, auto sampler, column oven and Micromass Xevo tandem quadrupole mass spectrometric detector (Manchester, UK) equipped with an ESI probe was used. Reversed phase separation was performed using an Acquity BEH C18 column (2.1 mm × 100 mm, 1.7 µm particle size) at a temperature of 50 °C. Formic acid (7.5% in distilled water) and acetonitrile were employed as solvents A and B, respectively, for the mobile phase. The linear gradient started with an increase in solvent B from 1% to 15% at 15 min and then to 23% at 20 min and 28% at 25 min. The column was then cleaned using 100% solvent B for 1 min, followed by re-equilibration for 4 min for a total run-time of 30 min. The peaks were identified using the retention times, spectral characteristics of analytes, and cyanidin-3-O-glucoside as a reference compound.
The high resolution MS analysis to confirm the molecular formulas of fragment ions was performed using the Waters Synapt G2 quadrupole-time-of-flight (QTOF) mass spectrometer with conditions similar to the LC–MS analysis. Leucine encaphalin (m/z = 556.2771) was used as the reference (lock) mass and the instrument was calibrated with sodium formate. The resolution of the instrument was 20,000–24,000 in the mass range that data were acquired in, and the mass accuracy was better than 2 ppm.
2.7. Microstructure Analysis of RBJP
The RBJP particles sizes were studied using a scanning electronic microscope (SEM) (Tescan Vega 3, Borno, Czech Republic). Briefly, the samples were placed on adhesive tape before coating with a fine layer of gold through the sputter-coating attachment of balzers. The coated samples were then examined at 100 and 500× magnifications [18]. The obtained images were processed using ImageJ software (National Institutes of Health, Bethesda, MD, USA) by drawing a line over the scale bar of the image acquired by the SEM and correlating the image dimensions in pixels to physical dimensions.
2.8. X-ray Diffraction Analysis of RBJP
RBJP crystallinity was identified using powder X-ray diffraction (Panalytical X’pert PRO X-ray Diffractometer from Malvern, UK) according to the method of Cano-chauta et al. [18]. The samples were placed in a sample holder and smoothed with a steel slide on the surface before being placed in the powder X-ray diffraction machine. The diffraction reading was captured at a 2-degree angle of 10–80 at a step size of 0.0170 degrees using Cu radiation with a wavelength of 0.154 nm. The generator was set at a 40 Ma current and a voltage of 40 kv.
2.9. Statistical Analysis
The reported data are presented as mean values ± SD (standard deviation) and were analysed using a one-way analysis of variance (ANOVA) and Statistica software (Statistical v13, TIBC, Palo Alto, CA, USA) and SAS Software (SAS Enterprise Guideline 7.1, SAS Enterprise, Carrey, NC, USA), and Duncan’s multiple range test was used to separate the means at a 5% significance level. Graphical presentations were made using Microsoft Excel software (Version: 16.0.13029.20344, Microsoft Cooperation, Washington, DC, USA). The principal component analysis (PCA) was performed using XLStat software (XLSTAT 2019.4.1.63305, Addinsoft, NY, USA) to determine the relationship between powder samples (GA, MT, and WS) and the quality attributes.
3. Results and Discussion
3.1. Yield, Moisture Content and Colour Attributes
Physical properties, such as the yield, moisture content, and colour attributes of RBJP, are summarised in Table 1. Production yield is one of the most important indicators for RBJP freeze-drying process efficiency. Overall, the encapsulation of raspberry juice produced a yield between 9.73 and 12.70% powder, with GA (12.70%) having the highest yield, followed by WS (11.34%) and MT (9.73%). As indicated, the variation in yield is dependent on carrier agents, which could be attributed to the configuration of the powders [11]. The yield obtained in this study varied from that reported by Ramakrishnan et al. [23] on GA and MT spray-dried tamarillo juice powder (59.26–89.81%) and Adetoro et al. [17] on GA, MT and WS freeze-dried pomegranate juice powder (35.4–46.6%). The variation in powder yield could be ascribed to the type of plant extract, and the drying method.
MC is a valuable quality index for the RBJP, because it determines the stability, flowability, drying efficiency, stickiness, bioactive compounds oxidation, and the potential of microbial growth on the powder [24]. The MC of RBJP ranged from 6.62% (WS) to 9.38% (GA). The observed MC values were comparable to those reported by Dag et al. [24] from MT and MT:GA freeze-dried goldenberry juice powders (9–11%). The MC of the GA powder was 1.3–1.4 fold higher than the MC of MT and WS powders (Table 1). GA is a complex heteropolysaccharide with a ramified structure and more hydrophilic groups, which results in a higher water binding capacity [24]. However, in the food industry, the MC of dried powders should range between 3 and 10% [25], suggesting that all powders could be stable during storage.
A consumer’s preference and decision to purchase a food product may be influenced by colour [26]. The colour parameters, L*, a*, b*, h°, C*, and TCD of RBJP are shown in Table 1, while images indicating visible and distinguishable variations in RBJP colour are shown in Figure 1. The WS-produced powder was 7–18% lighter than MT- and GA-produced powders (Table 1). The higher L* values for the powder produced using WS could be ascribed to the white colour and crystals formed on the powder. Redness (a*), a characteristic colour of red raspberries, was significantly higher in the MT (56.86) and GA (53.53) RBJP but lower in WS RBJP (48.80), suggesting that the core material responsible for raspberry-juice colour was highly protected during the freeze-drying process with MT and GA (Table 1 and Figure 1). The h°, which is related to the degree of purity of RBJP, was insignificantly affected by the carrier agent. The ho values insignificantly (p > 0.05) varied from 12.18 to 12.65. The MT powder exhibited a C* value 6–17% higher than WS and GA powders. These results indicate that the MT powder showed the greatest colour intensity, making it more appealing than GA and WS powders. As shown in Table 1, the MT-produced powder (51.05) exhibited a higher TCD than powder produced using GA and WS (TCD = 46.56 and TCD = 44.78, respectively). Unlike in the present study, Silva et al. [27] reported higher TCD in GA-encapsulated jaboticaba peel extracts than in the MT-produced powder.
3.2. pH, Total Soluble Solids and Titratable Acidity
The pH of the RBJP varied from 2.96 (WS) to 3.39 (GA) (Table 2). Generally, all of the powders had low pH values, indicating that they could be less susceptible to microbial growth during storage. According to Table 2, TSS significantly varied among the carrier agents (p < 0.05) with the MT powder exhibiting significantly higher TSS (11.5 ºBrix) than the GA and WS powders (9.65 and 6.25 ºBrix, respectively). These results concur with Adetoro et al. [17] who studied freeze-dried pomegranate-juice-encapsulated powders (GA, MT, and WS). The dissimilarities in the powders’ TSS reflect the variation in soluble components of the carrier agents. With respect to titratable acidity, no significant differences (p > 0.05) were observed among the powders (Table 2).
3.3. Hygroscopicity and Bulk Density
Hygroscopicity measures the potential of the powder to absorb moisture relative to the humidity of the environment [26]. Therefore, it is one of the most important parameters for determining the stability of powders. As shown in Table 3, the hygroscopicity of RBJP was between 2.08 and 2.12%; however, the hygroscopicity was not carrier-agent dependent. Powder hygroscopicity can be classified as follows: non-hygroscopic powder (<10%), slightly hygroscopic (10–15%), and hygroscopic (15–20%) [28]. In line with the GEA Niro [28] classification, all powder samples in the present study could be considered non-hygroscopic and shelf stable. Nonetheless, other factors affecting the stability of the powders during storage should be considered.
The bulk density of the RBJP significantly varied between 0.57 and 0.70 g/cm3 (Table 3); while GA-encapsulated RBJP exhibited a significantly higher bulk density (0.70 g/cm3) than WS (0.57 g/cm3), no significant (p > 0.05) variation was observed between the bulk densities of the MT and GA powders. Both the GA and MT powders exhibited larger and irregular particles, which could be attributed to the observed bulk densities in the powders; however, agglomeration in the WS-encapsulated powder could have significantly reduced its bulk density [29]. Franceschinis et al. [30] reported a slightly lower bulk density (0.45 g/cm3) for the freeze-dried MT-encapsulated blackberry powder. The higher bulk densities of the GA and MT powders are economically advantageous, as the powders may, as a result, require less packaging and lower transport and storage costs [31]. On the other hand, the lower bulk density of the WS-encapsulated powder (0.57 g/cm3) could be associated with entrapped air in the voids, which might facilitate oxidation and affect its stability during storage.
3.4. Solubility, Water, and Oil Holding Capacity
Solubility is considered as a decisive factor for determining the quality of dried powder products, especially those that will be reconstituted. The use of MT (60.83%) resulted in powder with a higher solubility than GA (60.25%) and WS (54.52%) (Table 3). This result can be explained by the high water solubility property of the encapsulant due to its small and branched chains with a high number of hydrophilic groups [31]. Even though both GA and MT have been reported to have a higher water binding capacity, the differences observed in powder solubility could be ascribed to the variation in their molecular weights. Likewise, Yousefi et al. [3] reported higher solubility in black raspberry juice powder produced with MT than that produced with GA. Comparable results were also reported for sour cherry and mango juice powders [12,18]. Solubility can be correlated with the particle size of powders. The smaller the particle sizes, the greater the surface area available for hydration [3]. Despite being characterised by the smallest particle sizes, the low solubility in the WS powder could be due to the powder particle agglomeration.
The effect of the carrier agents on WHC significantly varied among the RBJP, with the WS powder exhibiting a significantly higher WHC (0.41%) than GA and MT (0.05 and 0.07%, respectively). These results are in agreement with those of Adetoro et al. [17] on freeze-dried pomegranate juice powder. In addition to the structure of the powder particles, their bulk densities could have influenced the WHC [32]. Studies in the literature have reported an inverse relationship between bulk density and water holding capacity [17,31]. Hence, the low WHC of GA and MT powders could be associated with the high bulk densities reported in the respective samples. There was a significant variation in the OHC of the RBJP, with the GA-produced powders exhibiting a 3–5 fold higher OHC than the MT and WS powders (Table 3). The binding of oil on the RBJP depends on the availability of hydrophobic components on the powder surfaces. The higher OHC in GA powder (1.17%) compared to MT (0.35%) and WS (0.24%) is quite difficult to explain, given that the encapsulant has a high number of hydrophilic groups. However, the complexity and higher molecular weight of GA might have influenced the OHC result.
3.5. Total Phenolic Content, Total Monomeric Anthocyanin and Recovery
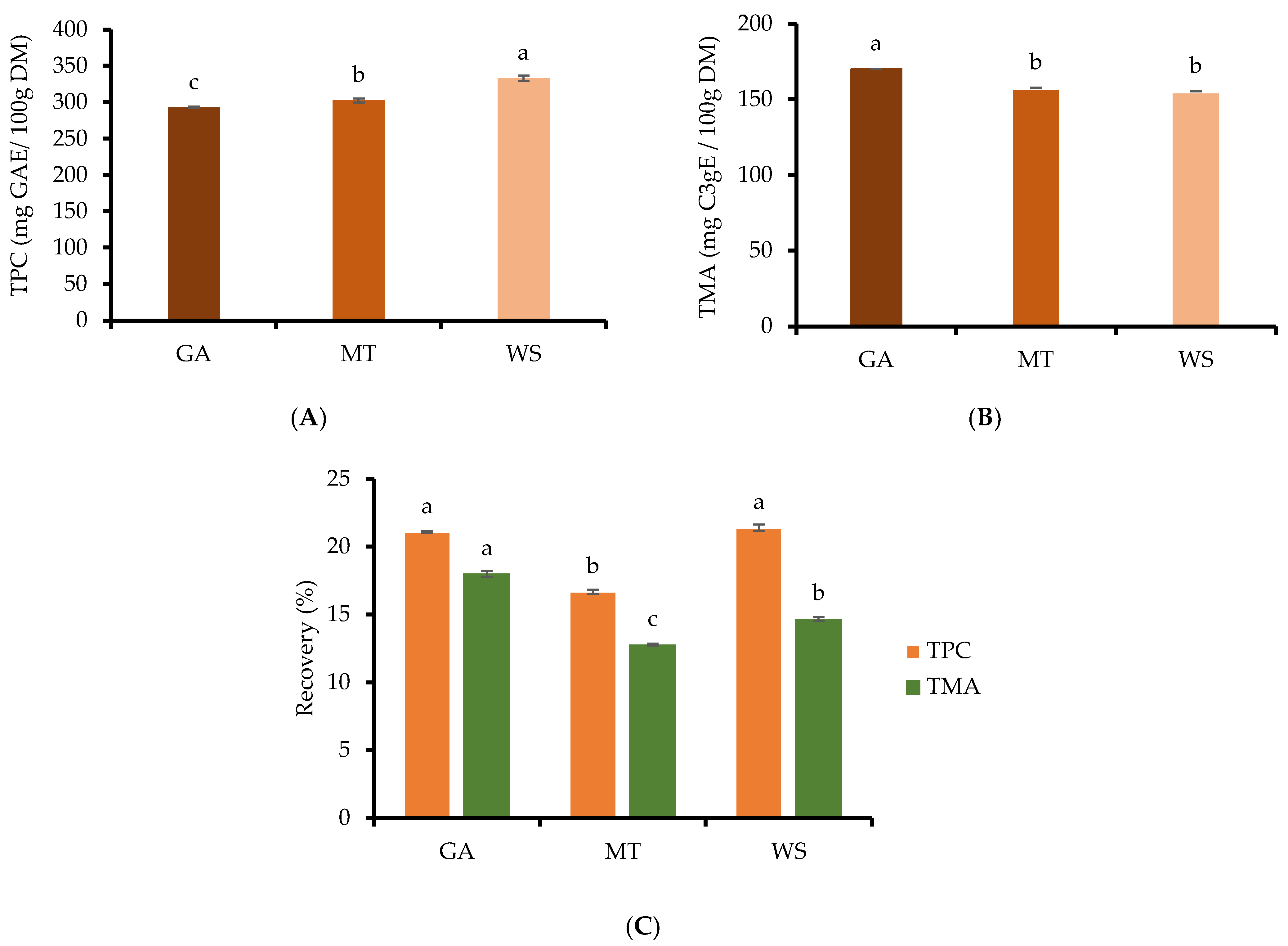
TPC is one of the most important indices for evaluating the antioxidant capacity of various plant extracts. The TPC of the RBJP in the present study ranged from 292.00 (GA) to 339.36 mg GAE/100 g DM (WS), indicating that the variation in the TPC was carrier-agent dependent. Compared to the powders of other berries, these results were lower than those reported for blueberry, elderberry, blackcurrant, and Maqui berry freeze-dried pulp powders (769–1472 mg GAE/100 g DM) developed from a mixture of MT and GA (80:20, respectively) [33]. The TPC of the WS-encapsulated powder was 12–16% higher than that of the GA and MT powders (Figure 2A). The result indicated the better entrapment of polyphenols in the WS structure than GA and MT. This result is in contrast with previous studies, which reported that phenolic compounds have a higher binding capacity for MT [34]. Factors such as structure, molecular weight, and the number of hydroxyl groups on the polyphenols determines the polyphenol–carbohydrate interactions. Additionally, the distribution of the phenolic compounds in the powder microcapsules shell could have been affected by the molecular dimensions of the carrier agents [35].
In addition to imparting colour to the berry fruits, anthocyanins are implicated in a broad spectrum of biological, pharmacological, anti-inflammatory, antioxidant, and chemoprotective properties. The TMA of the RBJP ranged from 155.27 to 170.11 mg C3gE/g DM with the GA-encapsulated powder exhibiting a significantly higher TMA (8% higher) than WS- and MT-formulated powders. It can be postulated that GA had a better ability to bind to the anthocyanin target molecule than MT and WS. The GA-anthocyanin complex has been reported to protect anthocyanins degradation during freeze-drying and storage [36]. However, studies in the literature suggest MT as a better carrier agent for the protection of TMA. For instance, Yousefi et al. [11] reported that the MT-produced pomegranate juice powder was 1.24 fold higher in terms of TMA than the GA-produced powder. Additionally, Adetoro et al. [17] reported that the MT-produced pomegranate juice powder showed a TMA that was twice that of the GA and WS powders. According to Tonon et al. [37], a higher solubility of the carrier agent is crucial in preserving bioactive phytochemicals, including anthocyanins, through the formation of a hollow capsule where the extract is entrapped in the crust. This relationship was confirmed in this study as GA and MT powders, which exhibited higher solubility, showed a higher TMA.
GA and WS powders displayed a higher phenolic content (21.08 and 21.41%, respectively) and anthocyanin content recovery (18.00 and 14.67%) than MT. This implies that GA and WS can function well in effectively encapsulating phenolic and anthocyanin compounds of the RBJP from the effects of light and moisture during processing [38]. Notably, the retention of TPC and TMA (14.67–21.40%) in the present study was lower when compared to the literature. For example, the retention of TPC and TMA in MT and freeze-dried blackberry juice powder was 73 and 75%, respectively [18]. In the study of Colin-Cruz et al. [39], 81.1 to 95.5% of the phenolic compounds and anthocyanins were recovered in the GA- and MT-encapsulated and spray-dried blackberry juice powder. Despite freeze drying being reported as more beneficial in retaining the phenolics and anthocyanins in encapsulated fruit extracts, further processes involved, such as powder grinding and the extraction method, could be implicated in the recovery of the bioactive compounds [32]. It should be noted that to adopt the current methodology for the commercial production of RBJP, further investigations are necessary to determine the possible cause for the low recovery of the bioactive phytochemicals.
3.6. Anthocyanin Composition
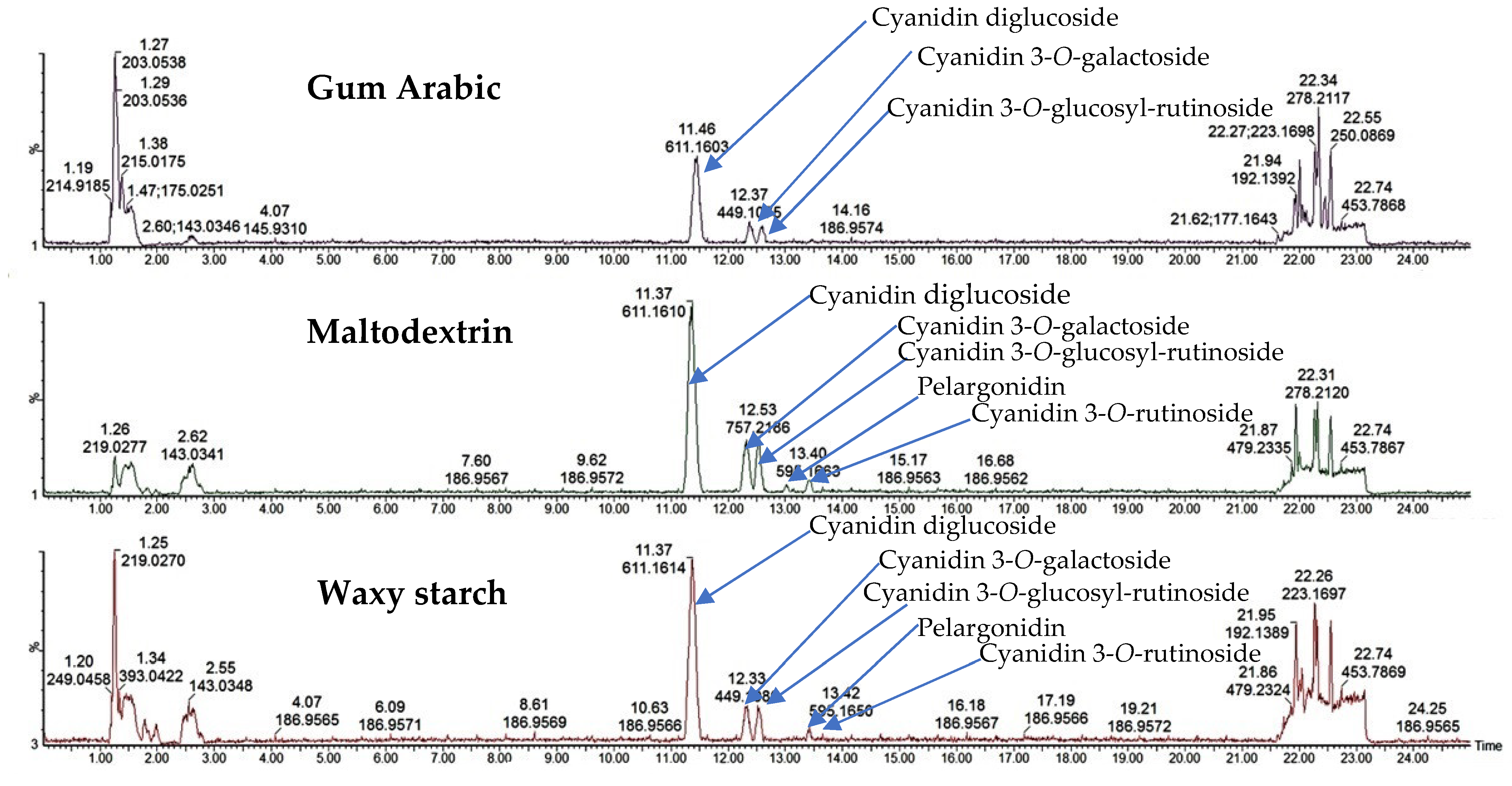
According to the LC–MS chromatograms, two groups of anthocyanins were tentatively identified in the RBJP and these were cyanidins and pelargonidins (Figure 3 and Supplementary Materials—Table S1 and Figure S1). The cyanidins accounted for more than 95% of the total anthocyanins and these results agree with the findings from previous studies on encapsulated powders from berry juice [40]. The primary anthocyanin compounds identified were as follows: cyanidin diglucoside, cyanidin 3-O-galactoside, cyanidin 3-O-glucosyl-rutinoside, pelargonidin, and cyanidin 3-O-rutinoside (Figure 3). Cyanidin diglucoside, cyanidin 3-O-galactoside, and cyanidin 3-O-glucosyl-rutinoside were detected in all the powder samples, while pelargonidin and cy-anidin 3-O-rutinoside were only detected in MT and WS. Similarly, Romero-González et al. [41] reported different profiles of anthocyanins from GA- and MT-encapsulated and freeze-dried maqui berry powders. The results in Table 4 show that cyanidin diglucoside was the main anthocyanin compound in the RBJP and was significantly higher in MT (2549.89 µg/g) when compared to GA (1935.45 µg/g) and WS (1458.81 µg/g). These results are similar to those reported by Wada and Ou [42] in which cyanidin 3,5-diglucoside was the major anthocyanin (89.3%) in red raspberries. It can be hypothesised that cyanidin diglucoside, which accounted for 78% of the total anthocyanin, is a key biomarker for the RBJ industry. The finding that cyanidin diglucoside was significantly higher in the MT powder than the GA powder contradicts the TMA results in which the GA powder showed a higher TMA than GA. However, the anthocyanin could have formed complexes with proteins in the GA that affected the release of individual anthocyanins into the extraction solvent [36]. Nonetheless, Boyles and Wrolstad [43] and De Ancos et al. [44] reported cyanidin 3-sophoroside as the major anthocyanin in red raspberries; however, based on the mass data, the present study did not find evidence for this specific compound. The dissimilarities in the results could be attributed to the variation in the raspberry cultivars studied. The present study also showed that cyanidin 3-O-galactoside was the second highest compound and varied from 347.89 µg/g (MT) to 401.54 (WS). Meanwhile, cyanidin 3-O-galactoside, and cyanidin 3-O-glucosyl-rutinoside were 9–15% higher in the WS-encapsulated powder than MT and GA. Pelargonidin and cyanidin 3-O-rutinoside, which formed the minor anthocyanin compounds, were higher in MT, as compared to WS.
3.7. Radical Scavenging Activity and Ferric Reducing Antioxidant Power
As shown in Figure 4A,B, the carrier agents varied in their ability to bind the antioxidant compounds. The radical scavenging activity (RSA) of the RBJP estimated by the DPPH radical method varied from 33.20% (GA) to 54.55% (MT). MT and WS presented higher radical scavenging activities (1.6 fold higher) than GA (Figure 4A). The TPC could be implicated in the higher radical scavenging activity of the MT and WS powders (Figure 2A). Varied results are reported in the literature on the effect of carrier agents on the radical scavenging activity of powders. Tonon et al. [37] reported an insignificant difference on the antioxidant activity (DPPH assay) of the GA and MT acai powder. In the study of Sarabandi et al. [12], the maltodextrin-encapsulated eggplant peel powder had a 1.3 times greater radical scavenging activity than the GA powder. Figure 4B shows the FRAP results of the powder produced using the different carrier agents. WS and GA presented significantly higher FRAP (36.14 mM TE/g and 34.33 mM TE/g, respectively) than MT (32.48 mM TE/g). Contrary to our results, Sarabandi et al. [12] observed that the maltodextrin-encapsulated eggplant peel powder (1.21) had greater FRAP than the GA powder (1.12). The variation in the RBJP samples’ RSA and FRAP indicates the differences in the antioxidant assays’ mode of action due to the synergistic effect of the bioactive compounds [45]. Therefore, it is noteworthy to emphasize the use of different antioxidant assays.
3.8. Microstructure of RBJP
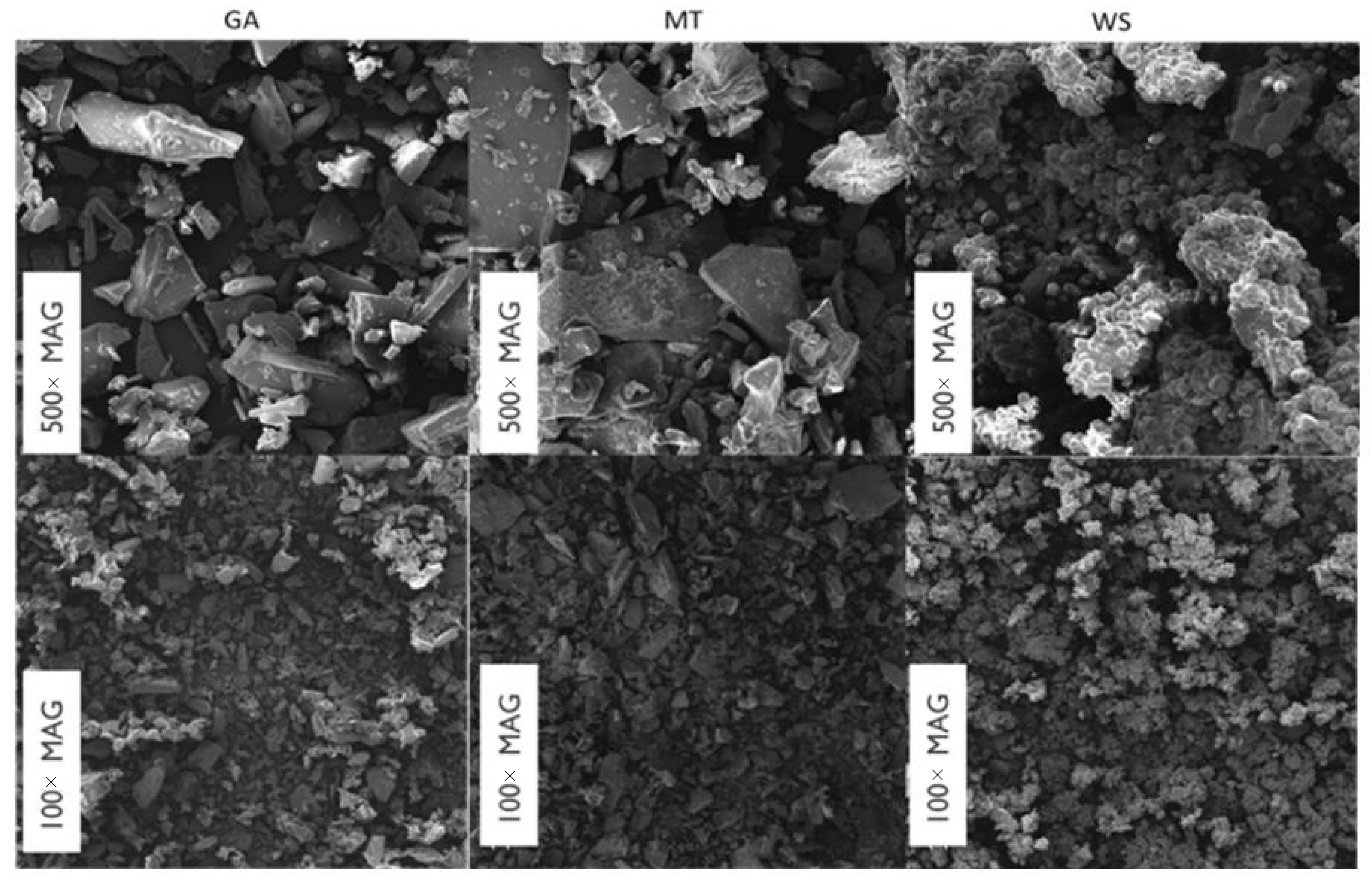
Figure 5 shows the particle morphology of the RBJP with the different carrier agents. The ideal structure of encapsulated and dried fruit juice powder is a uniform and smooth surface and a slightly spherical shape with minimum cracks and collapses on its walls [46]. The RBJP produced using MT and GA showed larger (17.31–110.10 µm) (data not reported), irregular-shaped and non-spherical particles, which were less agglomerated and relatively larger. Additionally, the MT and GA powder particles exhibited some rough surfaces. Similar results were reported by Pieczykolan et al. [47] in MT:GA-encapsulated chokeberry powders. In addition to the encapsulant, the final shape and surface of powders depend on the rate of water loss in the drying process [47]. It has been reported that rough surfaces are more sensitive to oxidation reactions than smooth surfaces because of their larger surface areas [36]. The quality of large particle sizes with rough surfaces could also explain the lower solubility (Table 3) and TPC (Figure 2A) in the GA powders. The microstructures of GA and MT had an adherence of the small particles on the surface of bigger particles, indicating that the powders were amorphous and had fewer crystals. On the one hand, the WS powder exhibited smaller (17.26–21.95 µm) (data not reported), more uniform, spherical particles, which were agglomerated together, probably due to stickiness, which confirmed the crystalline nature of the WS powder (Figure 5). However, the micrographs revealed no visible cracks for all samples, suggesting that the powders are protected against oxidation. Moreover, no free cells were observed on the powder particles’ surfaces, confirming that freeze-drying was effective in forming microcapsules for all the carrier agents used.
3.9. X-ray Diffraction of RBJP
The X-ray diffraction analysis (XRD) conducted was important to study the crystal lattice arrangement and crystallinity characteristics of the RBJP. The XRD analysis results of the encapsulated powders are presented in Figure 6. GA and MT showed an amorphous structure with minimum crystallinity, as illustrated by the less defined peaks in these powder samples. Work in the literature found that powders containing amorphous components hydrate quickly due to the low energy levels of bonds between molecules. Additionally, amorphous samples tend to be very hygroscopic and absorb water during storage [18,48]. However, this characteristic could not be related to the hygroscopic nature of the RBJP as they showed low and insignificantly different hygroscopic values (Table 2). The presence of amorphous components may prejudice the storage of powders since water absorption is implicated in nutrient degradation, microstructure collapse, and potential microbiological proliferation [18]. Conversely, RBJPs from WS were crystalline, as indicated by the sharp and defined peaks presented in a highly ordered state. Crystalline material tends to dissolve slowly, as the dissolution of crystals occurs only on the outer surface, exposed to the solvent, and this can be related to the low solubility values of the WS-produced powder (Table 2) [49].
3.10. Principal Component Analysis
To gain a better insight into how the different carrier agents influenced the RBJP quality attributes, a principal component analysis (PCA) was performed. The first two factors accounted for 100.00% of the total variation in the original data (Figure 7). The first factor (F1) had the highest eigenvalue of 12.48 and accounted for 54.25% of the total variation, whilst the second factor (F2) had an eigenvalue of 10.52 and accounted for 45.75% of the total variation in the dataset. F1 was positively associated with TSS (0.960), bulky density (0.881), a* (0.939), b* (0.856), C* (0.935), and TCD (0.767), whilst it was negatively correlated with hygroscopicity (−0.920), WHC (−0.991), L* (−0.754), TPC (−0.955), and FRAP (−0.782). On the other hand, F1 was largely attributed to WS-encapsulated powder (66%). This highlights that, although the WS powder showed better WHC and TPC, it had low solubility, TSS and redness. Moreover, the powder was more hygroscopic, a characteristic that negatively affects its stability during storage. F2, which highly contributed to GA and MT (54 and 45%, respectively), was positively correlated with yield (0.993), TA (0.930), pH (0.894), MC (0.772), TMA (0.821), TPC (0.791), and TMA recovery (0.996) but negatively correlated with RSA (−0.921). F2 further illustrated that the GA-encapsulated powder, which corresponded with the positive scores on F2, was associated with oil yield, TMA, TMA recovery, TA, OHC, TPC recovery and FRAP, whilst MT corresponded with the negative scores of F2, and correlated with radical scavenging activity and colour properties. It can therefore be hypothesised that GA and MT are significant in the food industry for the development of RBJP; however, to maximize the economic benefits, blending the two carrier agents (GA and MT) would be useful.
4. Conclusions
In this study, we established that the physical, technofunctional, and chemical properties of the RBJP are carrier-agent dependent. The GA-encapsulated powder was characterised by a higher yield, TMA, TMA recovery, TA, OHC, TPC recovery and FRAP, whilst MT exhibited better radical scavenging activity and colour properties. These properties and quality attributes are desired by RBJP manufacturers and consumers. Although WS raspberry juice powder had higher WHC and TPC, it exhibited low solubility, TSS, redness, and higher hygroscopicity, making it less desirable. Cyanidin diglucoside was the major anthocyanin compound in the RBJP and the highest in MT. The anthocyanin compound can be used as a key biomarker for the RBJ industry. Therefore, GA and MT are important in the food industry for the development of RBJP; however, to maximize the economic benefits, blending the two carrier agents would be more valuable. In conclusion, the results obtained in this study are useful in selecting carrier agents for utilization at an industrial scale. Based on the findings, the encapsulation technique can be applied to improve the stability of RBJ and develop anthocyanin-rich foods with health-promoting properties. However, further investigations are necessary to determine the interaction of the chosen carrier agent with the RBJ to ensure minimal degradation of bioactive phytochemicals occurs in the RBJP during processing and storage. Furthermore, future studies should focus on the stability, bioavailability, and degradation kinetics of biologically active compounds in the RBJP during storage.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/pr10051038/s1, Figure S1: Mass spectra of some of the identified anthocyanin compounds; Table S1: Chromatographic and spectrometric parameters including retention time, adduct ion, theoretical and measured mass (m/z), accuracy and sensitivity for anthocyanins (n = 4) in the investigated raspberry juice powders.
Author Contributions
Conceptualization, O.A.F.; methodology, C.T.N. and O.A.F.; investigations, C.T.N.; writing—original draft preparation, T.K. and C.T.N.; writing—review and editing, T.K. and O.A.F.; visualization, T.K., O.A.F. and C.T.N.; supervision, T.K. and O.A.F.; funding acquisition, O.A.F. All authors have read and agreed to the published version of the manuscript.
Funding
This work is based on research supported by the National Research Foundation of South Africa (Grant Numbers: 129295), the Gauteng Department of Agriculture and Rural Development (GDARD) and the University Research Committee at the University of Johannesburg.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| DF | Dilution factor |
| DPPH | 2,2-diphenyl-1-picryl hydrazyl |
| FRAP | Ferric reducing antioxidant power |
| GA | Gum Arabic |
| MC | Moisture content |
| MT | Maltodextrin |
| MW | Molecular weight |
| OHC | Oil holding capacity |
| PCA | Principal component analysis |
| RBJ | Raspberry juice |
| RBJP | Raspberry juice powder |
| RSA | Radical scavenging activity |
| SEM | Scanning electron microscope |
| TA | Titratable acids |
| TMA | Total monomeric anthocyanin |
| TCD | Total colour difference |
| TPC | Total phenolic content |
| TSS | Total soluble solids |
| WHC | Water holding capacity |
| WS | Waxy starch |
| XRD | X-ray diffraction |
References
- FAO. Global food losses and food waste–Extent, causes and prevention. In Save Food: An Initiative on Food Loss and Waste Reduction; FAO: Rome, Italy, 2011. [Google Scholar]
- Fredes, C.; Becerra, C.; Parada, J.; Robert, P. The microencapsulation of maqui (Aristotelia chilensis (Mol.) Stuntz) juice by spray-drying and freeze-drying produces powders with similar anthocyanin stability and bioaccessibility. Molecules 2018, 23, 1227. [Google Scholar] [CrossRef] [Green Version]
- Yousefi, S.; Emam-Djomeh, Z.; Mousavi, M.; Kobarfard, F.; Zbicinski, I. Developing spray-dried powders containing anthocyanins of black raspberry juice encapsulated based on fenugreek gum. Adv. Powder Technol. 2015, 26, 462–469. [Google Scholar] [CrossRef]
- Manganaris, G.A.; Goulas, V.; Vicente, A.R.; Terry, L.A. Berry antioxidants: Small fruits providing large benefits. J. Sci. Food. Agric. 2014, 94, 825–833. [Google Scholar] [CrossRef] [Green Version]
- Cavalcanti, R.N.; Santos, D.T.; Meireles, M.A.A. non-thermal stabilization mechanisms of anthocyanins in model and food systems—An overview. Food Res. Int. 2011, 44, 499–509. [Google Scholar] [CrossRef]
- Ahmed, M.; Akter, M.S.; Lee, J.-C.; Eun, J.B. Encapsulation by spray drying of bioactive components, physicochemical and morphological properties from purple sweet potato. LWT-Food Sci. Technol. 2010, 43, 1307–1312. [Google Scholar] [CrossRef]
- Díaz-Bandera, D.; Villanueva-Carvajal, A.; Dublán-García, O.; Quintero-Salazar, B.; Dominguez-Lopez, A. Assessing release kinetics and dissolution of spray-dried Roselle (Hibiscus sabdariffa L.) extract encapsulated with dierent carrier agents. LWT-Food Sci. Technol. 2015, 64, 693–698. [Google Scholar] [CrossRef]
- Tkacz, K.; Wojdyło, A.; Michalska-Ciechanowska, A.; Turkiewicz, I.P.; Lech, K.; Nowicka, P. Influence carrier agents, drying methods, storage time on physico-chemical properties and bioactive potential of encapsulated sea buckthorn juice powders. Molecules 2020, 25, 3801. [Google Scholar] [CrossRef]
- Eun, J.B.; Maruf, A.; Das, P.R.; Nam, S.H. A review of encapsulation of carotenoids using spray drying and freeze drying. Crit. Rev. Food Sci. Nutr. 2020, 60, 3547–3572. [Google Scholar] [CrossRef]
- Shofita, A.; Bindar, Y.; Samahi, T.; Jaelawijaya, A.; Fawwz, A. Reducing the stickiness of dragon fruit skin extract powder as food colorant by addition of maltodextrin during freeze drying. AIP Conf. Proc. 2020, 2219, 1–8. [Google Scholar]
- Yousefi, S.; Emam-Djomeh, Z.; Mousavi, S.M. Effect of carrier type and spray drying on the physicochemical properties of powdered and reconstituted pomegranate juice (Punica granatum L.). J. Food Sci. Technol 2011, 48, 677–684. [Google Scholar] [CrossRef] [Green Version]
- Sarabandi, K.; Jafari, S.M.; Mahoonak, A.S.; Mohammadi, A. Application of gum Arabic and maltodextrin for encapsulation of eggplant peel extract as a natural antioxidant and color source. Int. J. Biol. Macromol. 2019, 140, 59–68. [Google Scholar] [CrossRef]
- Bhatta, S.; Stevanovic Janezic, T.; Ratti, C. Freeze-drying of plant-based foods. Foods 2020, 9, 87. [Google Scholar] [CrossRef] [Green Version]
- Akbas, E.; Kilercioglu, M.; Onder, O.N.; Koker, A.; Soyler, B.; Oztop, M.H. Wheatgrass juice to wheat grass powder: Encapsulation, physical and chemical characterization. J. Funct. Foods 2017, 28, 19–27. [Google Scholar] [CrossRef]
- Estupiñan-Amaya, M.; Fuenmayor, C.A.; López-Córdoba, A. New Freeze-Dried Andean Blueberry Juice Powders for Potential Application as Functional Food Ingredients: Effect of Maltodextrin on Bioactive and Morphological Features. Molecules 2020, 25, 5635. [Google Scholar] [CrossRef]
- Bakowska-Barczak, A.M.; Kołodziejczyk, P.P. Black currant polyphenols: Their storage stability and microencapsulation. Ind. Crops Prod. 2011, 34, 1301–1309. [Google Scholar] [CrossRef]
- Adetoro, A.O.; Opara, U.L.; Fawole, O.A. Effect of carrier agents on the physicochemical and technofunctional properties and antioxidant capacity of freeze-dried pomegranate juice (Punica granatum) powder. Foods 2020, 9, 1388. [Google Scholar] [CrossRef]
- Cano-Chauca, M.; Stringheta, P.C.; Ramos, A.M.; Cal-Vidal, J. Effect of the carriers on the microstructure of mango powder obtained by spray drying and its functional characterization. Innov. Food Sci. Emerg. Technol. 2005, 6, 420–428. [Google Scholar] [CrossRef]
- Magangana, T.P.; Makunga, N.P.; La Grange, C.; Stander, M.A.; Fawole, O.A.; Opara, U.L. Blanching pre-treatment promotes high yields, bioactive compounds, antioxidants, enzyme inactivation and antibacterial activity of ‘Wonderful’ pomegranate peel extracts at three different harvest maturities. Antioxidants 2021, 10, 1119. [Google Scholar] [CrossRef]
- Fawole, O.A.; Makunga, N.P.; Opara, U.L. Antibacterial, antioxidant and tyrosinase-inhibition activities of pomegranate fruit peel methanolic extract. BMC Complementary Alternative. Medicine 2012, 12, 200. [Google Scholar]
- Wrolstad, R.E. Color and Pigment Analyses in Fruit Products; Agricultural Experiment Station, Oregon State University: Corvallis, OR, USA, 1993. [Google Scholar]
- Alberts, P.; Stander, M.A.; de Villiers, A. Advanced ultra high pressure liquid chromatography–tandem mass spectrometric methods for the screening of red wine anthocyanins and derived pigments. J. Chromatogr. A 2012, 1235, 92–102. [Google Scholar] [CrossRef]
- Ramakrishnan, Y.; Adzahan, N.M.; Yusof, Y.A.; Muhammad, K. Effect of wall materials on the spray drying efficiency, powder properties and stability of bioactive compounds in tamarillo juice microencapsulation. Powder Technol. 2018, 328, 406–414. [Google Scholar] [CrossRef]
- Dag, D.; Kilercioglu, M.; Oztop, M.H. Physical and chemical characteristics of encapsulated goldenberry (Physalis peruviana L.) juice powder. LWT-Food Sci. Technol. 2017, 83, 86–94. [Google Scholar] [CrossRef]
- Aziz, M.; Yusof, Y.; Blanchard, C.; Saifullah, M.; Farahnaky, A.; Scheiling, G. Material properties and tableting of fruit powders. Food Eng. Rev. 2018, 10, 66–80. [Google Scholar] [CrossRef]
- Seerangurayar, T.; Manickavasagan, A.; Al-Ismaili, A.M.; Al-Mulla, Y.A. Effect of carrier agents on physicochemical properties of foam-mat freeze-dried date powder. Dry. Technol. 2018, 36, 1292–1303. [Google Scholar] [CrossRef]
- Silva, P.I.; Stringheta, P.C.; Teófilo, R.F.; de Oliveira, I.R. Parameter optimization for spray-drying microencapsulation of jaboticaba (Myrciaria jaboticaba) peel extracts using simultaneous analysis of responses. J. Food Eng. 2013, 117, 538–544. [Google Scholar] [CrossRef] [Green Version]
- GEA Niro. Hygroscopicity—Method A14a. GEA Niro Analytical Methods of Dry Milk Products, GEA Niro, Soeborg, Denmark. 2005, pp. 1–3. Available online: https://efps.gr/products/dryers-particle-processing-plants/spray-dryers/food-dairy-products/analytical-methods-dry-milk-products/ (accessed on 22 April 2022).
- Szulc, K.; Lenart, A. Effect of composition on physical properties of food powders. Int. Agrophys. 2016, 30, 237–243. [Google Scholar] [CrossRef] [Green Version]
- Franceschinis, L.; Salvatori, D.M.; Sosa, N.; Schebor, C. Physical and functional properties of blackberry freeze-and spray-dried powders. Dry. Technol. 2014, 32, 197–207. [Google Scholar] [CrossRef]
- Banu, K.; Sakin-Yılmazer, M.; Kaymak-Ertekin, F.; Balkır, P. Physical properties of yoghurt powder produced by spray drying. J. Food Sci. Technol. 2014, 51, 1377–1383. [Google Scholar]
- Zhang, L.H.; Li, S.F. Effects of micronization on properties of Chaenomeles sinensis (Thouin) Koehne fruit powder. Innov. Food Sci. Emerg. Technol. 2009, 10, 633–637. [Google Scholar] [CrossRef]
- Casati, C.B.; Baeza, R.; Sánchez, V. Physicochemical properties and bioactive compounds content in encapsulated freeze-dried powders obtained from blueberry, elderberry, blackcurrant and maqui berry. J. Berry Res. 2020, 9, 431–447. [Google Scholar] [CrossRef] [Green Version]
- Najafi, M.N.; Kadkhodaee, R.; Mortazavi, S.A. Effect of the drying process and wall material on the properties of encapsulated cardamom oil. Food Biophys. 2011, 6, 68–76. [Google Scholar] [CrossRef]
- Šavikin, K.; Nastić, N.; Janković, T.; Bigović, D.; Miličević, B.; Vidović, S.; Menković, N.; Vladić, J. Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method. Foods 2021, 10, 1968. [Google Scholar] [CrossRef] [PubMed]
- Guan, Y.; Zhong, Q. The improved thermal stability of anthocyanins at pH 5.0 by gum arabic. LWT-Food Sci. Technol. 2015, 64, 706–712. [Google Scholar] [CrossRef]
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Anthocyanin stability and antioxidant activity of spray dried acai (Euterpe oleracea Mart.) juice powder produced with deferent carrier agents. Food Res. Int. 2010, 43, 907–914. [Google Scholar] [CrossRef]
- Murali, S.; Kar, A.; Mohapatra, D.; Kalia, P. Encapsulation of black carrot juice using spray and freeze drying. Food Sci. Technol. Int. 2015, 21, 604–612. [Google Scholar] [CrossRef] [PubMed]
- Colín-Cruz, M.A.; Pimentel-González, D.J.; Carrillo-Navas, H.; Alvarez-Ramírez, J.; Guadarrama-Lezama, A.Y. Co-encapsulation of bioactive compounds from blackberry juice and probiotic bacteria in biopolymeric matrices. LWT-Food Sci. Technol. 2019, 110, 94–101. [Google Scholar] [CrossRef]
- Robert, P.; Fredes, C. The encapsulation of anthocyanins from berry-type fruits. Trends in foods. Molecules 2015, 20, 5875–5888. [Google Scholar] [CrossRef]
- Romero-González, J.; Ah-Hen, K.S.; Lemus-Mondaca, R.; Muñoz-Fariña, O. Total phenolics, anthocyanin profile and antioxidant activity of maqui, Aristotelia chilensis (Mol.) Stuntz, berries extract in freeze-dried polysaccharides microcapsules. Food Chem. 2020, 131, 126115. [Google Scholar] [CrossRef]
- Wada, L.; Ou, B. Antioxidant activity and phenolic content of oregon caneberries. J. Agric. Food Chem. 2002, 50, 3495–3500. [Google Scholar] [CrossRef]
- Boyles, M.J.; Wrolstad, R.E. Anthocyanin composition of red raspberry juice: Influences of cultivar, processing, and environmental factors. J. Food Sci. 1993, 58, 1135–1141. [Google Scholar] [CrossRef]
- De Ancos, B.; Gonzalez, E.; Cano, P. Differentiation of raspberry varieties according to anthocyanin composition. Z. Lebensm. Forsch. A 1999, 208, 33–38. [Google Scholar] [CrossRef]
- Kaseke, T.; Opara, U.L.; Fawole, O.A. Quality and Antioxidant Properties of Cold-Pressed Oil from Blanched and Microwave-Pretreated Pomegranate Seed. Foods 2021, 10, 712. [Google Scholar] [CrossRef] [PubMed]
- Tolun, A.; Altintas, Z.; Artik, N. Microencapsulation of grape polyphenols using maltodextrin and gum arabic as two alternative coating materials: Development and characterization. J. Biotech. 2016, 239, 23–33. [Google Scholar] [CrossRef] [PubMed]
- Pieczykolan, E.; Kurek, M.A. Use of guar gum, gum arabic, pectin, beta-glucan and inulin for microencapsulation of anthocyanins from chokeberry. Int. J. Biol. Macromol. 2019, 129, 665–671. [Google Scholar] [CrossRef] [PubMed]
- Roos, Y.; Karel, M. Water and molecular weight effects on glass transitions on amorphous carbohydrates and carbohydrate solutions. J. Food Sci. 1991, 56, 1676–1681. [Google Scholar] [CrossRef]
- Marabi, A.; Mayor, G.; Raemy, A.; Bauwens, I.; Claude, J.; Burbidge, A.S.; Wallach, R.; Saguy, I.S. Solution calorimetry: A novel perspective into the dissolution process of food powders. Food Res. Int. 2007, 40, 1286–1298. [Google Scholar] [CrossRef]
Figure 1.
Representative photographs of gum Arabic, maltodextrin, and waxy starch encapsulated powders.
Figure 1.
Representative photographs of gum Arabic, maltodextrin, and waxy starch encapsulated powders.

Figure 2.
(A) Total phenolic content (TPC), (B) Total monomeric anthocyanin (TMA), and (C) recovery of raspberry juice freeze-dried powders developed using different carriers. Bars followed by different letters are significantly different (p < 0.05) according to Duncan multiple range test. Vertical bars indicate the standard deviation of the mean. GA—gum Arabic; MT—maltodextrin; WS—waxy starch.
Figure 2.
(A) Total phenolic content (TPC), (B) Total monomeric anthocyanin (TMA), and (C) recovery of raspberry juice freeze-dried powders developed using different carriers. Bars followed by different letters are significantly different (p < 0.05) according to Duncan multiple range test. Vertical bars indicate the standard deviation of the mean. GA—gum Arabic; MT—maltodextrin; WS—waxy starch.

Figure 3.
An illustration of LC-MS chromatographic separation of gum Arabic, maltodextrin, and waxy-starch-encapsulated raspberry juice powders.
Figure 3.
An illustration of LC-MS chromatographic separation of gum Arabic, maltodextrin, and waxy-starch-encapsulated raspberry juice powders.

Figure 4.
(A) Radical scavenging activity, and (B) Ferric reducing antioxidant power of raspberry juice powders developed using different carriers. Bars followed by different letters are significantly different (p < 0.05) according to Duncan’s multiple range test. Vertical bars indicate the standard deviation of the mean. GA—gum Arabic; MT—maltodextrin; WS—waxy starch.
Figure 4.
(A) Radical scavenging activity, and (B) Ferric reducing antioxidant power of raspberry juice powders developed using different carriers. Bars followed by different letters are significantly different (p < 0.05) according to Duncan’s multiple range test. Vertical bars indicate the standard deviation of the mean. GA—gum Arabic; MT—maltodextrin; WS—waxy starch.

Figure 5.
Scanning electron microscopy micrographs of freeze-dried raspberry juice powders developed using different carrier agents. GA—gum Arabic; MT—maltodextrin; WS—waxy starch.
Figure 5.
Scanning electron microscopy micrographs of freeze-dried raspberry juice powders developed using different carrier agents. GA—gum Arabic; MT—maltodextrin; WS—waxy starch.

Figure 6.
XRD spectra of raspberry juice powders developed using different carriers. WS—waxy starch; MT—maltodextrin; GA—gum Arabic.; RBJ—raspberry juice.
Figure 6.
XRD spectra of raspberry juice powders developed using different carriers. WS—waxy starch; MT—maltodextrin; GA—gum Arabic.; RBJ—raspberry juice.

Figure 7.
Principal component analysis showing the relationship between carrier agents (GA, MT, and WS) and the freeze-dried raspberry juice powder quality attributes. MC—moisture content; L*—lightness; a*—redness; h°—hue angle; C*—chroma; TCD—total colour difference; TSS—total soluble solids; TA—titratable acid; WHC—water holding capacity; OHC—oil holding capacity; TPC—total phenolic content; TMA—total monomeric anthocyanin; GA—gum Arabic; MT—maltodextrin; WS—waxy starch.
Figure 7.
Principal component analysis showing the relationship between carrier agents (GA, MT, and WS) and the freeze-dried raspberry juice powder quality attributes. MC—moisture content; L*—lightness; a*—redness; h°—hue angle; C*—chroma; TCD—total colour difference; TSS—total soluble solids; TA—titratable acid; WHC—water holding capacity; OHC—oil holding capacity; TPC—total phenolic content; TMA—total monomeric anthocyanin; GA—gum Arabic; MT—maltodextrin; WS—waxy starch.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Yield, MC, and colour attributes of raspberry juice freeze-dried powders obtained with different carriers.
Table 1.
Yield, MC, and colour attributes of raspberry juice freeze-dried powders obtained with different carriers.
| Carrier | Yield (%) | MC (%) | L* | a* | b* | h° | C* | TCD |
|---|---|---|---|---|---|---|---|---|
| GA | 12.70 ± 0.29 a | 9.38± 0.32 a | 31.27± 0.37 c | 53.53 ± 0.29 b | 11.56 ± 0.32 ab | 12.18 ± 0.29 a | 54.77 ± 0.29 ab | 46.56 ± 0.56 b |
| MT | 9.73 ± 0.14 c | 7.01± 0.50 b | 34.46 ± 0.67 b | 56.86 ± 0.55 a | 12.76 ± 0.47 a | 12.65 ± 0.48 a | 58.28 ± 0.54 a | 51.05 ± 0.52 a |
| WS | 11.34 ± 0.26 b | 6.62± 0.14 b | 36.93 ± 0.38 a | 48.80 ± 0.59 c | 10.70 ± 0.45 b | 12.36 ± 0.51 a | 49.96 ± 0.59 b | 44.78 ± 0.25 c |
Values represent the mean ± SD of triplicate tests. Values in a column with different superscripts are significantly different (p < 0.05). GA—gum Arabic; MT—maltodextrin; WS—waxy starch; MC—moisture content; L*—lightness; a*—redness; h°—hue angle; C*—chroma; TCD—total colour difference.
Table 2.
pH, total soluble solids and titratable acidity of freeze-dried raspberry juice powders obtained with different carriers.
Table 2.
pH, total soluble solids and titratable acidity of freeze-dried raspberry juice powders obtained with different carriers.
| Carrier | pH | Total Soluble Solids (ºBrix) | Titratable Acidity (%) |
|---|---|---|---|
| GA | 3.39 ± 0.04 a | 9.65 ± 0.68 b | 1.26 ± 0.06 a |
| MT | 2.97 ± 0.00 b | 11.50 ± 0.00 a | 0.88 ± 0.14 a |
| WS | 2.96 ± 0.00 b | 6.25 ± 0.13 c | 0.91 ±0.11 a |
Values represent the mean ± SD of triplicate tests. Values in a column with different superscripts are significantly different (p < 0.05). GA—gum Arabic; MT—maltodextrin; WS—waxy starch.
Table 3.
Hygroscopicity, bulk density, solubility, water holding capacity, and oil holding capacity, of freeze-dried raspberry juice powders developed using different carriers.
Table 3.
Hygroscopicity, bulk density, solubility, water holding capacity, and oil holding capacity, of freeze-dried raspberry juice powders developed using different carriers.
| Carrier | Hygroscopicity (%) | Bulk Density (g/cm3) | Solubility (%) | WHC (%) | OHC (%) |
|---|---|---|---|---|---|
| GA | 2.12 ± 0.01 a | 0.70 ± 0.01 a | 60.25 ± 0.14 b | 0.05 ± 0.04 b | 1.17 ± 0.23 a |
| MT | 2.08 ± 0.01 a | 0.65 ± 0.01 ab | 60.83 ± 0.08 a | 0.07 ± 0.02 b | 0.35 ± 0.05 b |
| WS | 2.16 ± 0.05 a | 0.57 ± 0.05 b | 54.52 ± 0.03 c | 0.41 ± 0.12 a | 0.24 ± 0.05 b |
Values represent the mean ± SD of triplicate tests. Values in a column with different superscripts are significantly different (p < 0.05). GA—gum Arabic; WS—waxy starch; MT—maltodextrin; WHC—water holding capacity; OHC—Oil holding capacity.
Table 4.
Individual anthocyanin compounds (µg/g) of the freeze-dried raspberry juice powders developed using different carriers.
Table 4.
Individual anthocyanin compounds (µg/g) of the freeze-dried raspberry juice powders developed using different carriers.
| Anthocyanin/Carrier | GA | MT | WS |
|---|---|---|---|
| Cyanidin diglucoside | 1935.45 ± 86.69 b | 2549.89 ± 143.19 a | 1458.64 ± 81.99 c |
| Cyanidin 3-O-galactoside | 365.87 ± 2.90 b | 347.89 ± 3.34 c | 401.54 ± 13.64 a |
| Cyanidin 3-O-glucosyl-rutinoside | 51.78 ± 0.20 b | 51.78 ± 0.20 b | 56.54 ± 1.02 a |
| Pelargonidin | ND | 129.88 ± 3.11 a | 65.67 ± 4.26 b |
| Cyanidin 3-O-rutinoside | ND | 206.60 ± 14.10 a | 124.92 ± 2.95 b |
Values represent the mean ± SD of triplicate tests. Values in a row with different superscripts are significantly different (p < 0.05). GA—gum Arabic; MT—maltodextrin; WS—waxy starch; ND—not detected.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nthimole, C.T.; Kaseke, T.; Fawole, O.A. Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry. Processes 2022, 10, 1038. https://doi.org/10.3390/pr10051038
AMA Style
Nthimole CT, Kaseke T, Fawole OA. Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry. Processes. 2022; 10(5):1038. https://doi.org/10.3390/pr10051038
Chicago/Turabian StyleNthimole, Confidence Tsholofelo, Tafadzwa Kaseke, and Olaniyi Amos Fawole. 2022. "Micro-Encapsulation and Characterization of Anthocyanin-Rich Raspberry Juice Powder for Potential Applications in the Food Industry" Processes 10, no. 5: 1038. https://doi.org/10.3390/pr10051038
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.